













聯系方式
手機: 13832757110
電話: 0317-4602683
傳真: 0317-4602636
郵編: 062250
聯系人:王經理

關於本機
此焊機是采用先進的逆變技術設計的整流器。
逆變式弧焊設備的出現得益於逆變電源理論和器件的出現。逆變弧焊電源是利用大功率器件MOSFET效應管將50/60Hz的工頻轉換為高頻(如100KHz以上),再將壓整流,通過脈寬調製技術(PWM)輸出大功率直流源,主變壓器的重量,體積大幅度下降,效率提高50%以上。逆變焊機的問世被專傢譽為焊機產業的一次革命。
此手弧焊機可提供更強、更集中、更為平穩的電弧,在進行短路熔滴過渡時,焊條與工件發生短路後,其反應更加迅速。
此逆變氬弧焊機具有引弧容易,電弧集中,提前送氣,延時關氣時間連續可調等。帶脈沖的還有,電流自動衰減可調、脈沖迭擇、脈沖頻率可調、峰值電流可調、基值電流可調、自動控製起弧、收弧特性、焊接穩定,使焊縫成形與內在的質量均達到最佳效果。非常適用於對焊接有特殊要求的情況。
此氬弧焊可用在不銹鋼、合金鋼、銅和其他有色金屬的焊接。
歡迎各界朋友使用此產品,並提出寶貴建議,我們致力於將產品和服務做的及善盡美。
安裝
此焊機配有電源電壓補償裝置,當電源電壓在額定電壓的±15%范圍內變化時,仍仍可繼續工作。
當使用較長電纜線時,為瞭減少電壓下降,建議選用更大界麵的電纜;如果連接電纜過長,可能會對焊機的起弧性能以至系統其他性能產生較大的影響。所以我們建議您使用推薦的配置長度。
1、確認焊機通風口未被覆蓋和堵塞,以免冷卻系統失效。
2、將機殼用導電截麵積不小於6mm2的導線可靠接地,方法是自焊機背麵的接絲處連接到接地裝置,或確認電源插座的接地端已可靠的單獨接地。為瞭確保安全,也可同時使用兩種發法。
3、連接好保護氣體源,供氣同路應包括氣瓶、氬氣減壓流量計和氣管,氣管的鏈接部分應使用喉篩或其它物品紮緊,以防止泄露和空氣進入。
4、按照下列方法正確地鏈接氬弧焊炬或焊鉗。使用電弧焊:先確認電纜與焊鉗和快速插頭已可靠鏈接,將快速插頭插到焊機極性為“-”的快速插座上,並順時針用力旋緊。使用氬弧焊時:將焊機的氣電一體化接頭安裝到焊機麵板的接中上,並用扳手順時針旋緊,焊槍上的航空插座插在焊機麵板的相應介面,旋緊介面螺絲。
5、將地線鉗夾住工件,另一端的快速插頭插在焊機麵板為“+”的快速插座上,並順時針用力旋緊。
6、根據焊機的輸入電壓等級將電源線接在相應電壓等級的配電箱上,切勿接錯電壓。同事保證供電電壓的誤差在允許范圍內。
完成上述工作後,焊機即完成安裝工作,已可進行焊接。
操作
使用氬弧焊功能:
1、將置於麵板上的電源鈕打到“開”的位置,電源指示燈會亮起,冷卻風扇開始轉動。
2、打開氬氣開關,將氣流量調至額定標準。
3、按下焊炬上的開關後電磁閥啟動,您將聽到焊機內高頻火花放電的聲音,同事,有氬氣流出焊炬嘴。註意:初次進行焊接時,您需要在焊接前按住開關數秒,直至氣路內所有空氣排凈後方可開始焊接。在您停止焊接後,在數秒內仍會有氬氣流出,這是為瞭保證焊點在冷卻前得到保護而專門設計的,所以使用時,在電弧熄滅後仍須保持焊接位置一段時間再移開焊槍。
4、根據工件的厚度及工藝要求,設置適當的焊接電流。
5、將鎢極與焊接工件保持2-4mm的間距,按下焊炬控製開關,在焊槍電療和工件之間將產生高頻放電;在電弧點燃後,焊機內的高頻起弧火花馬上消失,焊接現在已開始進行。
使用手工焊功能:
1、將置麵板上的電源打至“開”位置,機器內的冷卻風扇應馬上開始工作。
2、在前麵板上將功能開關設置向下的位置,其代表電焊模式,表示此時焊機可應用焊條進行熔焊。
3、根據焊接工件的厚度、工位和工藝狀況,確定合適的焊接電流。現機器已在手工焊模式下並處於待機狀態。
註意事項或預防措施
一、環境
1)焊接操作應在一個相對乾燥的環境下進行,空氣濕度一般不應超過90%。
2)周圍溫度應在-10℃至40℃之間。
3)避免在日光下或者雨中進行焊接,不要讓水或者雨水滲進切焊機內。
4)避免在灰塵區或含有腐蝕性氣體環境下進行焊接工作。
5)避免有較強的空氣流動的環境中進行焊接。
二、安全要點
此焊機內已安裝有過壓、過濾及過熱保護電路,當電網電壓、輸出電流及機內溫度超過設定的標準後,本機將自動停止工作;但過度的使用(如電壓過高)仍會導致焊機的損壞,所以您仍需註意一下事項:
1)確保通風良好
此焊機是小型焊機,在操作時,有較大的工作電流通過,自然通風不能滿足焊機冷卻要求,故內裝一個風扇來有效地冷卻焊機以使其工作平穩,使用人員應確認通風處未被覆蓋或堵塞,焊機和周圍物體的距離應不小於0.3米。用戶一直註意保持良好的通風,這對於焊機更好的工作和保證更長的使用壽命是非常重要的。
2)禁止過載!
使用人員應記得隨時觀察最大的允許負載電流(相對可選定的負載持續率)保持焊接電流不超過最大的允許負載電流。
電流過載將會明顯地縮短焊機的使用壽命,甚至可能燒毀焊機。
3)禁止電壓過高!
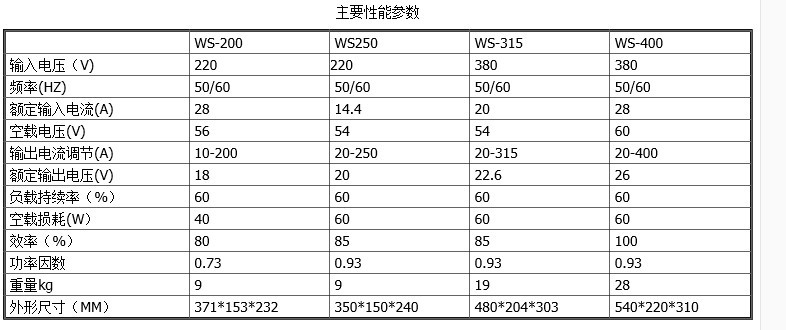
電源電壓列在“主要性能參數”表中,在一般情況下,焊機內的電壓自動補償電路將保證輸出電流保持在允許的范圍。如果電源電壓超過允許值,將會損壞焊機,使用人員應充分瞭解此種情況,並采取相應的預防措施。
4)每個焊機的後麵都附有一個接地螺絲,並標有接地標記。
在使用前,選用一根截麵大於6mm的電纜線,將焊機外殼可靠接地,以釋放靜電或防止由於漏電發生的事故。
5)如果焊機工作時超過標準負載持續率,切割機可能會突然進入保護狀態而中止工作,這表示焊機超出標準負載持續率,過度熱能出發瞭溫控開關,使其停止工作,同時在前部麵板上的紅色燈亮起。在這種情況下,您不必關閉電源,以便冷卻風扇可持續工作對焊機進行冷卻。當過熱指示燈熄滅後,溫度降至標準范圍,可以重新開始焊接。
在焊接過程中可能遇到的問題
此處所列舉的現象可能與您所使用的配件、氣體供應、環境因素、供電情況有關,請設法改善使用條件,避免此類情況發生。
A、焊點發黑
一此類情況說明焊點沒有得到有效的保護而被氧化,您可進行如下的檢查:
1、確認氬氣瓶的閥門已打開,並有足夠的壓力,一般瓶內壓力如果低於0.5MPa,就有必要重新填充氣瓶瞭。
2、檢查氬氣流量是否開啟,並具有足夠的流量。為節約氣體,您可根據不同的焊接電流情況選擇不同的流量,但過小流量可能導致保護氣體挺度不夠而不能全部覆蓋焊點。我們建議您無論電流多少也不要使氬氣流量低於3L/min。
3、最簡單的檢查是否有氣體送出的方法是用手去感覺焊槍的噴嘴是否有氣體流出,檢查焊槍的氣路是否堵塞。
4、氣路有密封不好的問題,或氣體純度不高,也會引起焊接質量問題。
5、如果環境有較強的空氣流動,也可能造成焊接質量下降。
B、起弧困難,並易斷弧:
1、確認您所使用的鎢極質量良好。質量差的鎢極的放電能力可能達不到要求;
2、沒有經過磨尖處理的鎢極同樣不易起弧,並造成電弧不穩定或偏弧。
C、輸出電流達不到額定值:
供電電壓偏離額定值將導致輸出電流值與調定值不符;供電電壓低於額定值時,焊機的最大輸出電流也可能低於額定值。
D、焊機使用過程中電流不能保持穩定:
此種情況下可能與如下因素有關:
1、電網電壓他發生變化
2、來自電網或其他用電設備的嚴重乾擾。
E、在手工弧焊功能下,飛濺過大:
可能電流調的太大,在正常的工藝下應使用反極性焊接,即焊條應連接至電源的負極,而工件應在連接在電源正極,請將極性調換下。



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



