













二保焊機
用途:
二氧化碳焊機易引弧、電弧穩定、飛濺小、熔敷率高,電壓、電流調節范圍大,易於對熔深和焊縫控製,焊接質量好,焊縫抗裂性好,成 型美觀,焊件變形小、焊後不需清查,高效率, 比手工電弧焊生產效率提高數倍,電能消耗小, 降低瞭使用成本,主要適用於碳鋼、低合金鋼 等金屬材料薄板及中厚板的焊接。
安全警告
在弧焊切割過程中,可能會給您和他人造成傷害,在焊接或焊割時作好防護。詳細情況請參考符合生產商事故預防要求的操作人員安全防護指南。
觸電—可能會導致死亡日
·按照應用標準,安裝好接地裝置。‘
·在皮膚裸露、戴有濕手套或穿著濕衣服時,禁止接觸帶電部件或電焊條
·確保您和地麵及工件間是絕緣狀態。
·確認您的工位是安全狀態。
煙氣一可能會有害健康!
·讓頭部保持在煙氣之外。
·在弧焊時,使用通風或抽氣裝置,避免吸入焊氣。
弧光輻射—可能會損害您的眼睛、灼傷皮膚!
·使用合適的焊接麵罩和濾光鏡,穿上防護服,以保護您的眼睛和身體。
·用適合的麵罩或簾保護旁觀者免受傷害。
火災
·焊接火花可能會導致失火,請確認焊接工位附近無易燃物。
·噪音一過度的噪音對人的聽力有害。
·護您的耳朵,使用耳朵護罩或戴上其他聽力保護物。
·警告旁觀者,噪音會對其聽覺造成潛在傷害。
·故障—遇到困難時,尋求專業人士的幫助!
如您在安裝和操作時遇到困難,請按本手冊的有關內容進行排查。
如您閱讀後仍不能完全理解,或按本手冊指引仍不能解決問題,您應立刻與您的供應商或本公司的服務中心取得聯系,尋求專業人士的幫助。
關於本機
本焊機是采用先進的逆變技術設計的整流器。
逆變式氣體保護焊設備的出現得益於逆變電源理論和器件的出現.逆變氣體 保護焊電源是利用大功率器件IGBT管將50/60Hz的工頻轉換為高頻(如50KHz 以上),再降壓整流,通過脈寬調製技術(PWM)輸出大功率電壓源,主變壓器的 重量,體積大幅度下降,效率提高30%以上。逆變焊機的問世被專傢譽為焊機產 業的一次革命。
本二氧化碳氣體保護焊機是本公司采用國際址先進的逆變技術製造的逆變 式焊機。本機內部加裝瞭獨特的電子電抗器電路,十分精準地控製瞭短路過渡及 混合過渡的焊接過程,使其具有瞭優異的焊接特性.同可控矽焊機和抽頭式焊機 相比,具有以下優點:送絲速度穩定、輕便、節能、無電磁噪聲。小電流可連續穩 定地工作,特別適合低碳鋼、合金鋼及不銹鋼的薄板焊接。另外還具有電網波動 自動補償功能,飛濺小,起弧好,熔池深,負載持續率高等特點.該設備適用於船 廠、鋼結構廠等大型企業,具有效率高、省電等優點。
本公司二氧化碳氣體保護焊機具有收弧有/無功能,起弧電流及收弧電流單 獨可調,非常適用於自動焊。
歡迎各界朋友使用本產品,並提出寶貴建議,我們致力於將產品和服務做得 盡善盡美。
安裝
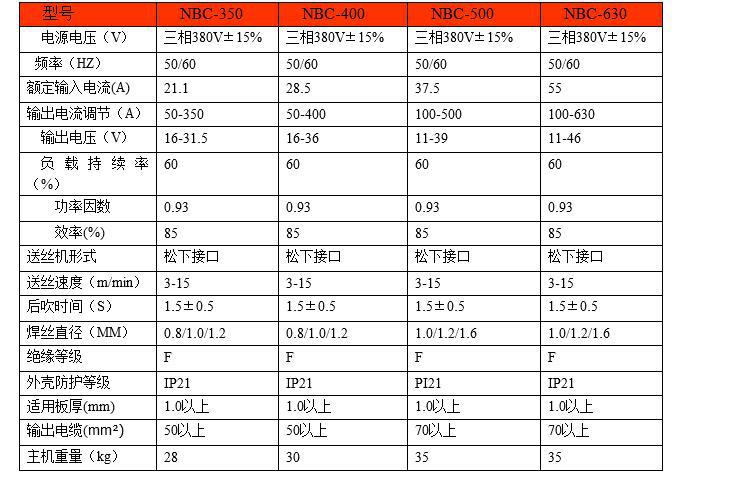
本焊機配有電源電壓補償裝置,當電源電壓在額定電壓的士巧%范圍內變化 時,仍可繼續工作.
當使用較長電纜線時,為減少電壓下降,建議選用更大截麵的電纜;如果連 接電纜過長,可能會對灶1機的起弧性能以至系統其他性能產生較大的形響。所以 我們建議您使用推薦的配置長度。 1、確認焊機通風口未被攫蓋和堵塞,以免冷卻系統失效。 2、將機殼用導電截麵積不小於6mmZ的導線可靠接地,方法是自焊機背麵的接螺絲處連接到接地裝置,或確認電源插座的接地端己可靠的單獨接地。為瞭確保安全,也可同時使用兩種方法。
一體機安裝:
l)將裝有二氧化碳氣體減壓流址計的氣瓶與本機後麵的二氧化碳進氣入口用氣管緊密對接。 2)將地線的快速插頭插在前麵板對應的快速插座上。 3)將裝有焊絲的焊絲盤裝在送絲機的架軸上,焊絲盤的孔位要與架軸上的固定銷對準插好。 4)根據使用焊絲的尺寸,選擇不同的送絲槽。 5)松開壓絲輪的螺母,將焊絲經導絲管送入送絲輪槽內,調整壓絲輪壓緊焊絲,保證焊絲不滑動,但壓力不能過大,防止焊線變形而影響送絲。6)焊絲卷應順時針轉動放開焊絲,新的焊絲盤頭部為瞭防止焊絲松動,常將其穿在焊絲盤邊上固定孔內。正常使用時為瞭防止彎曲的焊絲被卡,請將這部分焊絲剪斷。 7)焊槍插在前麵板的輸出插座上並旋緊,同時手動把焊絲穿入槍體內。
分體機安裝 :
l)將主回路電纜線兩端的快速插頭分別接到主機和送絲機的相應快速插座上,並用力旋緊. 2)將控製回路電纜兩端的航空插頭分別接到主機和送絲機上相應的介面上,並鎖緊. 3)將氣管的一端緊固在二氧化碳氣表上,另一端緊固在送絲機的進氣口上. 4)將地線的快速插頭插在前麵板對應的快速插座上,用力加以旋緊,地線夾可靠地夾至待焊的工件上。 5)裝有焊絲的焊絲盤裝在送絲機(焊槍)的架軸上。 6)根據使用焊絲的尺寸,選擇不同的送絲槽位置。 7)按下壓力臂,將焊絲經導絲管送入送絲輪槽內,整壓絲輪壓緊焊絲,保證焊絲不滑動,但壓力不能過大,防止焊線變形而影響送絲。 8)焊絲卷應順時針轉動放開焊絲。新的焊絲盤頭部為瞭防止焊絲松動,常將其穿在焊絲盤邊上固定孔內,正常使用時為瞭防止彎曲的焊絲被卡,請將這部分焊絲剪短。9)焊槍插在前麵板的輸出插座上並旋緊,同時手動把焊絲穿入槍體內。 3、根據焊機的輸入電壓等級將電源線接到相應電壓等級的配電箱上,切勿接錯電壓.同時保證供電電壓的誤差在允許范圍內。
NBC350、500、630麵板功能說明:
1、轉換開關 l)自鎖/非自鎖轉換開關:打到“非自鎖”位稅時,按下焊槍開關,焊機開始工作,此時對應的焊接狀態為焊接電流及焊接電壓,松開焊槍開關焊機停止工作。打到“自鎖’,位置時,按下焊槍開關,焊機工作在起弧狀態,此時對應的為焊接電壓及焊接電流。接著松開焊槍開關,焊機工作在焊接狀態,此時對應的為焊接電壓及焊接電流。再按下焊槍開關,焊機工作在收弧狀態,此時對應的為收弧電壓及收弧電流。松開焊槍開關,燁機停止工作。 2)檢氣/焊接臉絲轉換開關:該開關打到檢氣位置時,可檢查焊機的供氣是否正常,打到焊接位置時,可以進入正常焊接狀態,打到檢絲位置時,可檢查焊機送絲是否正常。2、調節旋鈕 l)收弧電壓調節:該旋鈕在非自鎖狀態不起作用,在自鎖時用於調節收弧電壓的大小。 收弧電流調節:該旋鈕在非自鎖狀態不起作用,在自鎖時用於調節收弧電流的大小。
操作:
1、將焊機的空氣開關置於“ON”位置。打開氣瓶的閥門,調節流量計至所需
的流量。 2、根據焊絲直徑選擇送絲機上的焊絲直徑至規定值。 3、根據焊絲直徑選擇焊槍導電嘴孔徑。 4、根據所焊工件的厚度及工藝,配合調節電壓旋鈕和電流旋鈕及電感旋扭至相 應位置。 5、按動焊槍上的開關使焊絲送出至槍頭,即可開始工作。
註意事項或預防措施
1、環境: l)焊接操作應在一個相對乾燥的環境下進行,空氣濕度一般不應超過90%. 2)周圍溫度應在一10oC至40OC之間。 3)避免在日光下或雨中進行焊接,不要讓水或雨水滲進焊機內。 4)避免在灰塵區或含有腐蝕性氣體環境下進行焊接工作。 5)避免在有較強的空氣流動的環境中進行氣體保護焊接操作
2、安全要點
本焊機內已安裝有過壓、過流及過熱保護電路,當電網電壓、輸出電流及機內溫度超過設定的標準後,焊機將自動停止工作:但過度的使用(如電壓過高)仍會導致焊機的損壞,所以您仍需註意以下事項:
l)確保通風良好!本焊機是小型焊機,在操作時,有較大的工作電流通過,自然通風不能滿足焊機冷卻要求,故內裝一個風扇來有效地冷卻焊機以使其工作平穩。使用人員應確認通風處未被筱蓋或堵塞,焊機和周圍物體的距離應不小於0.3米,用戶應一直註意保持良好的通風,這對於焊機更好的工作和保證更長的使用壽命是非常重要的。
2)禁止過載
使用人員應記得隨時觀察最大的允許負載電流(相對可選定的負載持續率),保持焊接電流不超過最大的允許負載電流。電流過載將會明顯地縮短焊機的使用壽命,甚至可能燒毀焊機。 3)禁止電壓過高的電源電壓列在“主要性能參數”表中,在一般情況下,焊機內的電壓自動補償電路將保證焊接電流保持在允許的范圍。如果電源電壓超過允許值,將會損壞焊機,使用人員應充分瞭解此種情況,並采取相應的預防措施。 4)每個焊機的後麵都附有一個接地螺絲,並標有接地標記。在使用前,選用一根截麵大於6mmZ的電纜線,將焊機外殼可靠接地,以釋放靜電或防止由於漏電可能發生的事故。 5)如果焊機工作時超過標準負載持續率,焊機可能會突然進入保護狀態而中止工作,這表示焊機超出標準負載持續率,過度熱能觸發瞭溫控開關,使焊機停止工作,同時在前部麵板上的紅色指示燈亮起。在這種情況下,您不必拔下電源插頭,以便冷卻風扇可持續工作對焊機進行冷卻。當紅色指示燈熄滅後,溫度降至標準范圍,可以重新開始焊接。
貨運方式:機器產品發貨由賣方托運至買方附近托運站,一般用德邦、百世物流,會根據買方地方物流通達情況決定,買方自提貨。產品自購買之日起48小時內發貨(因為要試機、包裝等問題,所以請買傢耐心等候);如果急需,賣傢可以當天幫忙發貨(當天15:00前成交的);如果賣傢缺貨情況下,會聯系買傢說明情況。
快遞方式: 一般非機器產品(或不超過10公斤的)可以發快遞,默認快遞為百世匯通、德邦等合作網點,不到的可以發順豐或EMS,也可以按買傢要求的快遞公司發貨。發貨時間:當天15:00前下訂單的,當日發貨;15:00過後下單的留在第二天發貨。如果特殊需要的可以酌情推後或提前。(此方式優點:一般1-3天到達,缺點:運費相對貨運費較貴)
關於退換貨:本店所有產品一經售出,不接受無理由退貨。不喜歡或者其他原因均接受換貨,運費買傢承擔。買傢在收貨時也有檢查產品是否完好無損的責任,一旦簽收賣傢視為產品無問題,責任將轉移到買傢身上,如簽收時有問題請立即聯系賣傢,且叫貨運公司簽字做實,以便解決問題。沒有及時聯系,也沒有叫貨運公司的人簽字作實,等同視為產品完好送到買傢手上。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



