




博納雲智科技有限公司是集研發設計、產品樣件、生產分銷為一體的高科技公司。公司建立一期計劃建立輻射北方的設計研發基地,二期建立開放式創新平臺,用社會化的協作的力量幫助各企業把產品設計推廣。

















主要業務范圍:
(1)、模型製作范圍包括:
醫療器材:醫療設備、健身器材、B超檢測機、麻醉機、血糖機等
電子數位產品:數位相機、筆記本電腦、掌上電腦、DV、MP3、隨身聽、顯示器等
通信通訊產品:移動電話、傳真機、電話機、對講機等
傢用電器產品:空調、影碟機、微波爐、吸塵器、加濕器、液晶電視、多媒體音箱等
汽車展車模型:車身、車燈、車門、空調麵板、機表盤等、航空飛機配件等
現代辦公:讀卡器、打印機、復印機、
其他:銀行系統、安全防盜產品、軍工產品
(2)、各種塑膠手板、橡膠手板模型製作
(3)、各種鋁鎂合金手板、金屬手板模型製作
(4)、平麵(2D)轉三維模型(3D)設計
(5)、工業設計:工業產品外觀造型設計、結構設計、三維逆向測繪等
企業文化:
一,服務至上
我們為您想得更多!我們為您做得更好!您的滿意是我們最大的收獲
以誠信博取客戶,以質量獲得市場,態度決定高度,細節決定成敗
二,成本最小
麵對任何目標的實現都要遵循“成本最小原則”
降低成本就是創造利潤,實佳公司價優質優、周期保證
三,主動創新,不斷超越
保持開放的思想,不斷創新思路,尋找新方法,不斷超越。
保持敬業精神,積極進取,爭創手板行業先鋒。
企業價值觀
運作好公司,就等於經營好人生,公司發展才能滿足員工更高層次的物質和精神需求,
員工在公司發展的同時,實現自我價值
一、按製作手段分:
1、CNC手板;主要是運用數控CNC車床加工,目前比較主流的CNC機床為日本的FUNAC。
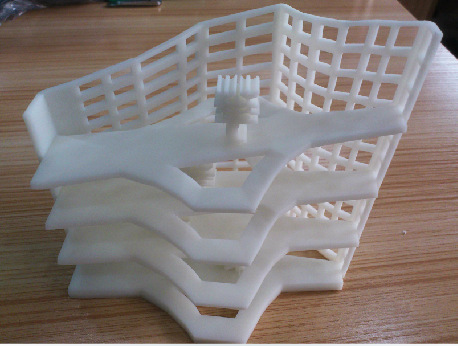
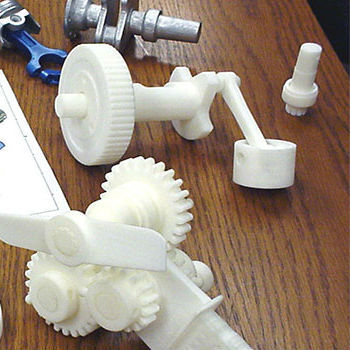
2、RP手板;其中RP手板包含(SLA激光快速成型、LOM疊層法快速成型、SLS粉末燒結快速成型、FDM融熔沉積法快速成型、3D打印技術)。
3、真空復模手板;這個工藝的第一個步驟需要用CNC手板或RP手板作為手板原型,然後利用矽膠做出矽膠模具,最後用矽膠模具重復的復製出手板,行業中簡稱為復模。
4、RIM低壓灌註成型手板;這種工藝同真空復模,需要製作模具,然後重復的復製手板。
二、按製作的材料分:
1、塑膠手板;其原料一般為塑膠板材,常見的主要有:ABS(米黃色和黑色)、PC(半透明)、PMMA(透明)、PA(白色)、POM(白色)。
2、金屬手板;手板常用材料主要有:鋁合金、鎂合金、鋅合金、銅、不銹鋼
3、軟膠手板;這種手板主要利用真空復模工藝製作出來,軟膠手板以硬度分為10~90°之間。
三、按製作的用途分:
1、結構手板;主要檢測產品的結構合理性,對於尺寸要求較高,對外觀要求相對較低,國外對這類要求尤為嚴格。
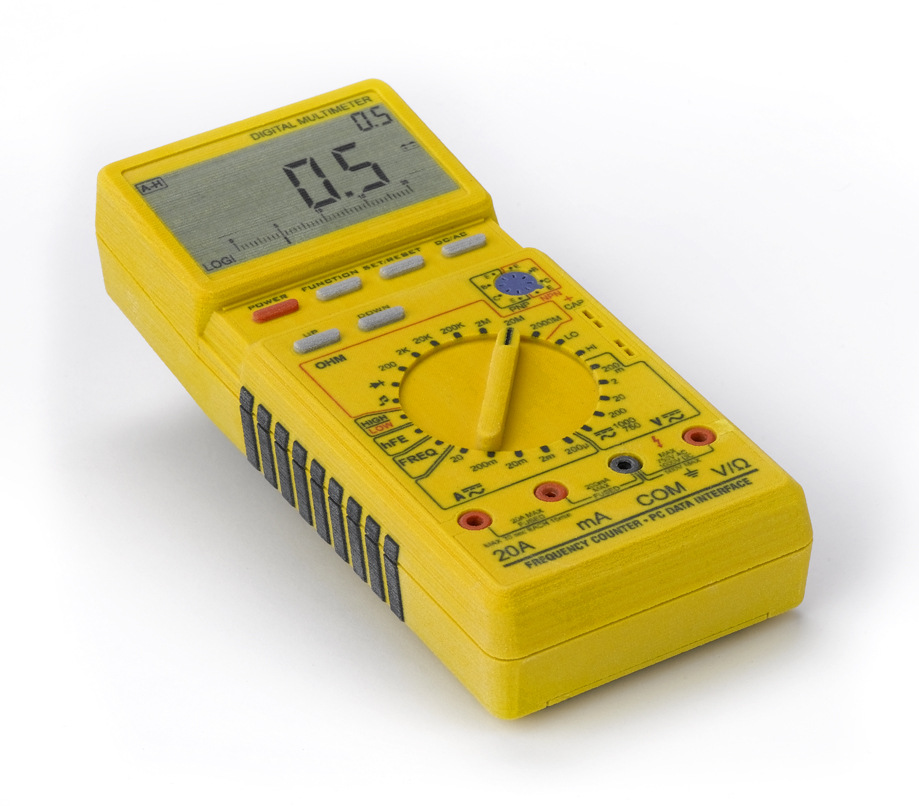
2、外觀手板;主要檢測產品的外觀設計,要求外觀精美,顏色準確。對內部的處理要求不高,有些的內部直接做成實心體。
3、功能手板;要求實現跟真正的產品一樣完全相同的外觀、結構及功能,可以理解為未上市的成品,是要求最高,難度最大的一類手板。
手板 - 手板後處理工藝
手板利用原材料加工完成後,一般需要進行後處理。SLA激光快速成型手板隻需稍稍去掉加工過程中形成的支撐就可以,一般不能進行噴漆電鍍,可以直接出貨。CNC加工的手板需要進行的工藝比較多且比較復雜。需要手工打磨,然後根據客戶的要求可以:噴漆、水鍍、真空鍍、絲印、鐳雕、氧化、拉絲等。
手板模型就是在沒有開模具的前提下,根據產品外觀圖紙或結構圖紙先做出的一個或幾個,用來檢查外觀或結構合理性的功能樣板。
製作手板模型的優點有如下幾點 :
(1)檢驗外觀設計
(2)檢驗結構設計
(3)避免直接開模具的風險性
(4)使產品麵世時間大大提前
手板模型不僅是可視的,而且是可觸摸的,他可以很直觀的以實物的形式把設計師的創意反映出來,避免瞭“畫出來好看而做出來不好看” 的弊端。因此手板模型製作在新品開發,產品外形推敲的過程中是必不可少的。
因為手板模型是可裝配的,所以它可直觀的反映出結構的合理與否,安裝的難易程度。便於及早發現問題,解決問題。
由於模具製造的費用一般很高,比較大的模具價值數十萬乃至幾百萬,如果在開模具的過程中發現結構不合理或其他問題,其損失可想而知。而手板模型製作則能避免這種損失,減少開模風險。
由於手板模型製作的超前性,你可以在模具開發出來之前利用手板作產品的宣傳,甚至前期的銷售、生產準備工作,及早占領市場。
製作流程:親們提供STL/STP/IGS/OBJ/SLDPRT/X_T格式3D圖檔->錯誤數據修復->按圖計算重量->報價及圖案確認->拍下相應價格並付款->加工完成發貨->收貨確認->完成
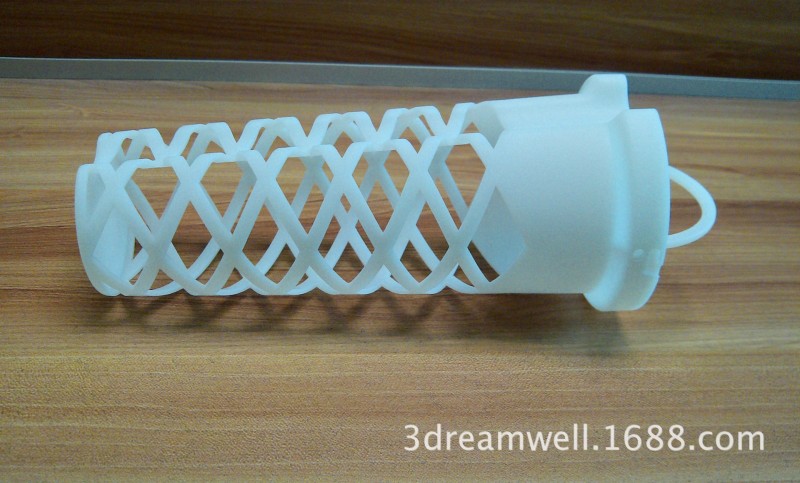
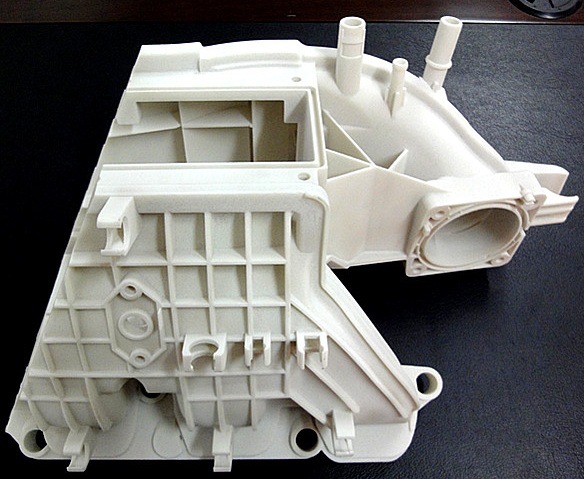
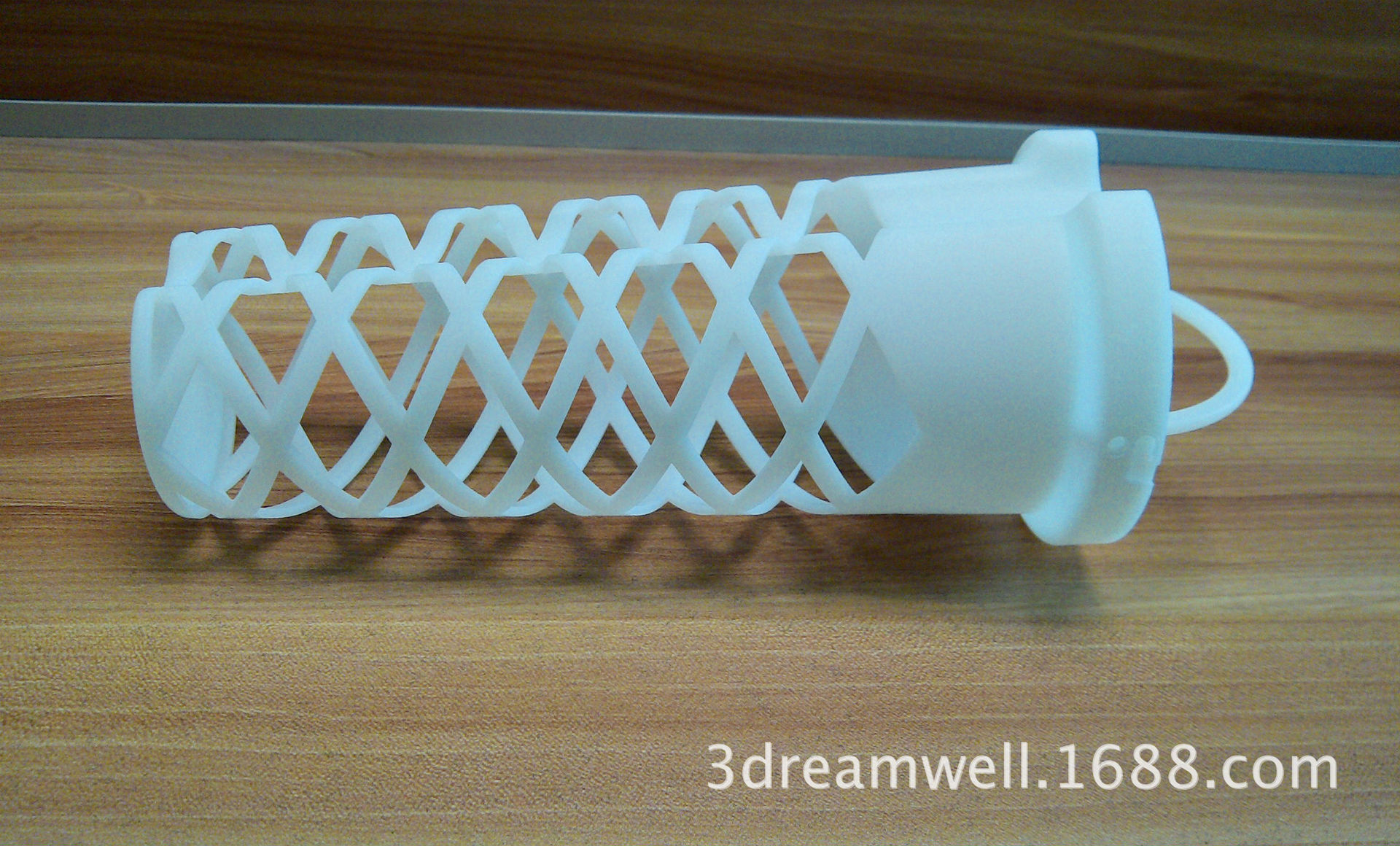
最大單次加工行程600*600*400mm,精度0.1mm,材料白色光敏樹脂,密度1.33,強度與ABS相似。適於樣品展示和結構裝配驗證。作復模原型使用,易拋光、磨削、鉆銼,抗壓強。
加工所受限製:大麵積薄片厚度要大於0.8,獨立柱子直徑大於1,凸字筆劃寬度大於0.35(凹字可以0.2寬),小孔0.5直徑通孔可以在1深度加工出來,若是彎曲小孔或深孔、肓孔特征都必須要大於0.8以上,若較復雜則需視具體圖形而論。(未註明單位為mm)
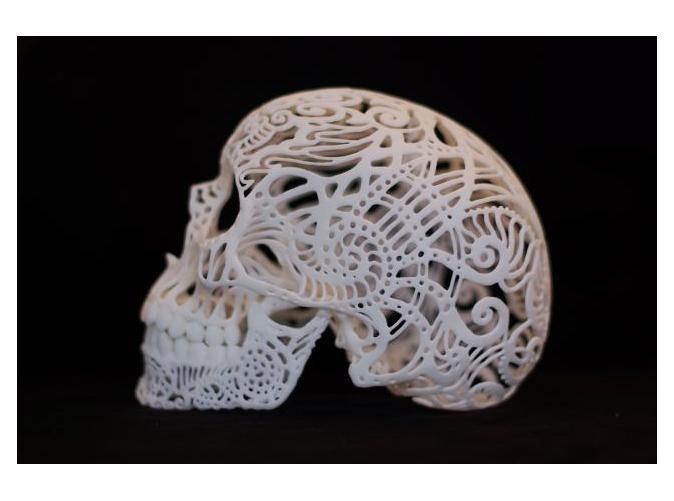
對於初學建模造型的親們,推薦使用Pro/Engineer(creo)、Unigraphics或CATIA進行設計。玩具、工藝品類復雜形體,則使用Zbursh,Freeform或3DsMax,Maya製作。
對於3Dsmax和Rhino、Sketchup製作的圖案親們請註意: 全部曲麵要合並,形成單殼體,內部不得有交叉、穿插多餘曲麵,相同位置不得有雙重曲麵,分散的多個零件分別獨立輸出文件。
輸出STL格式註意事項:三角公差(UG)或弦高(Pro/E)選項欄要設0,其它采用默認狀態。CATIA使用STL Rapid Prototyping模組,使用Tesselation功能設置精度。Autocad命令行輸入 Facetres” -> 1 ~10 (10為高精度) ->STLOUT -> 抉擇實體 ->選Binary二進製文件輸出。Solidworks轉STL較為簡單。3dmax,maya輸出STL誤差精度0.01,數量在100萬以下為佳。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。