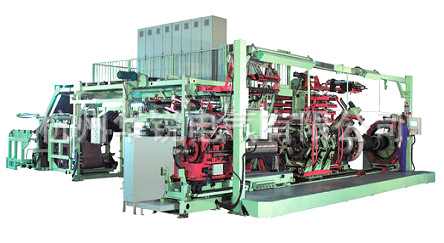




全鋼內襯層生產線控製系統
1、生產線的組成和工藝過程
本次調試設備采用兩輥壓延法。主要流程如下所示:擠出->壓延->冷卻->導開->定中復合->手動卷取(裁斷卷取)。
2、控製系統要求
1) 實現既能從擠出,壓延到導開復合和收卷的整個過程的自動化,又能實現各個環節的手動控製。
2) 所有的技術參數、工藝參數能通過上位機進行控製和監視。
3) 當系統某一部分出現故障時,控製系統能對他們進行實時監測,並通過上位機快速指示報警,指明報警類型。
4) 生產線運行速度的設置(5~30米/分);
5) 各段張力值的設置和獲取;
6) 監控變頻器及直流驅動的運行狀態(速度,告警等)。
7) 無張力控製(低張力控製),內襯層生產線一般要求整線無張力控製。要求前後級速度同步,通過浮動輥來控製張力。
8) 卷取控製,卷取同樣要求無張力(低張力控製),這涉及到卷經計算,張力控製。
3、控製系統構成
控製系統采用CC-link作為整個生產線的現場總線。上位機界麵采用組態軟件。主站產用三菱Q02HPLC,現場設備有2臺西門子直流驅動,CC-link遠程模塊以及多臺變頻器組成。
配置如下:
主控製站:Q02HCPU
遠程智能控製設備:CC-link遠程模塊
變頻器:FR-A740+FR-A7NC(CC-link遠程設備模塊)
直流驅動:6RA70
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。