




1、本測量機搭載WINDOWS系統平臺,自主開發測試軟件,SQL SERVER2005後臺數據管理中心。
2、測量系統支持多種數據查詢方式:產品屬性信息;產品測量時間.....等。
3、可以在線修改設置產品信息內容。
4、傳感器:(日本進口)
• 分辨率0.1 μm
• 精度1 μm
• NEMA Type 13/IP67G
• 檢測持續次數1 億次
5、生成SPC均值、極差曲線圖直觀形象,測量數據自動保存,更換測量產品時自動調取該產品上次測量的數據進行連續測量。
6、自動生成數據報表,支持數據導出EXCEL保存,曲線數據可以圖片導出。
7、采用研磨級高精密進口絲桿滑塊,伺服馬達驅動。
8、采用單相220V交流電源,總功率0.75KW。
9、SPC是Statistical Process Control的簡稱統計過程控制 利用統計的方法來監控制程的狀態,確定生產過程在管制的狀態下,以降低產品品質的變異 SPC能解決之問題 1.經濟性:有效的抽樣管制,不用全數檢驗,不良率,得以控制成本。使制程穩定,能掌握品質、成本與交期。 2.預警性:制程的異常趨勢可即時對策,預防整批不良,以減少浪費。 3.分辨特殊原因:作為局部問題對策或管理階層系統改進之參考。 4.善用機器設備:估計機器能力,可妥善安排適當機器生產適當零件。 5.改善的評估:制程能力可作為改善前後比較之指標。 控制圖的作用: 1.在質量診斷方麵,可以用來度量過程的穩定性,即過程是否處於統計控制狀態; 2.在質量控制方麵,可以用來確定什麼時候需要對過程加以調整,而什麼時候則需使過程保持相應的穩定狀態; 3.在質量改進方麵,可以用來確認某過程是否得到瞭改進。 應用步驟如下: 1.選擇控制圖擬控制的質量特性,如重量、不合格品數等; 2.選用合適的控制圖種類; 3.確定樣本容量和抽樣間隔; 4.收集並記錄至少20~ 25個樣本的數據,或使用以前所記錄的數據; 5.計算各個樣本的統計量,如樣本平均值、樣本極差、樣本標準差等; 6.計算各統計量的控制界限; 7.畫控制圖並標出各樣本的統計量; 8.研究在控制線以外的點子和在控制線內排列有缺陷的點子以及標明異常(特殊)原因的狀態; 9.決定下一步的行動。
10、光柵刻度尺脈沖
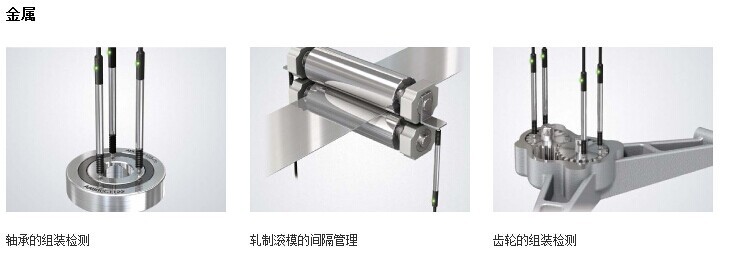
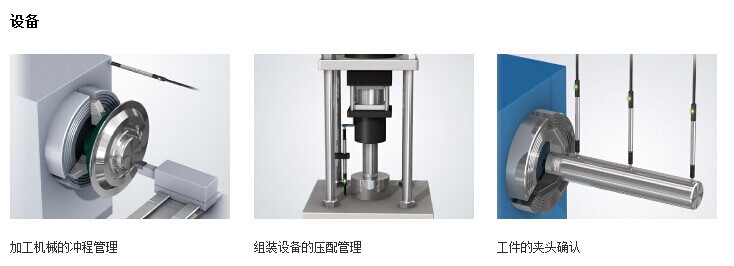
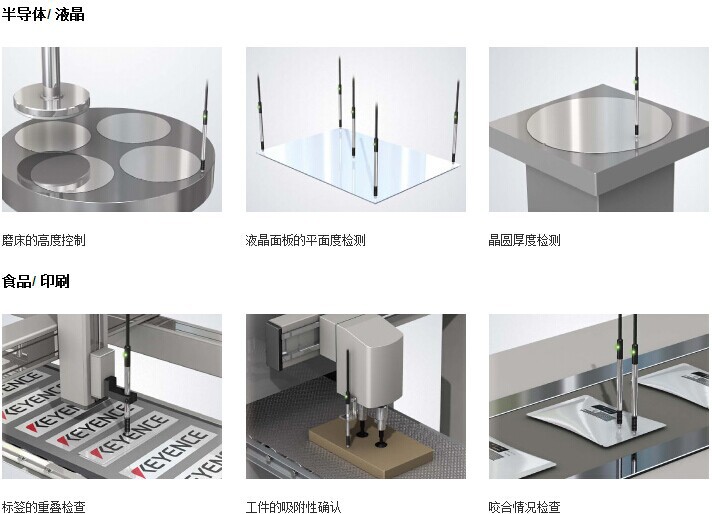
11、本測量機應用行業:




批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。