





★本店展示的所有圖片,全部取自寶貝的實物拍攝,絕對不是從其它店鋪克隆過來的圖片,除特別說明外,所見到的圖片與到手的實物完全一致。
| 卷板機主要機構 欲瞭解更多請點擊 |
設備主體結構是由上輥裝置、下輥及水平移動裝置、托輥裝置、主傳動裝置、翻倒裝置、左右側機架和底盤組成。 1、上輥裝置 上輥裝置主要由主油缸、上輥軸承座、上輥、雙列調心軸承等組成。兩主油缸提供卷制板材所需加壓力,主油缸工作壓力為19.5Mpa。 上輥材質42CrMo,調質硬度HB240-280,表麵中頻淬火HRC42-47。 2、下輥及水平移動裝置 下輥裝置由下輥、下輥軸承座、下輥輸入齒輪、下輥滑動軸承等組成。 下輥主傳動提供動力,通過主傳動輸出齒輪、下輥輸入齒輪、開式傳動扭矩至下輥。 下輥材質45#,調質硬度HB230-270,表麵中頻淬火HRC42-47。 水平移動裝置由水平移動電機、蝸輪蝸桿箱、蝸輪蝸桿等組成。水平移動裝置由水平移動電機提供動力,通過蝸輪蝸桿箱、蝸輪蝸桿、絲桿絲母機構帶動上輥的水平移動,實現板材的非對稱卷制。 3、托輥裝置 托輥裝置由絲母絲桿機構、斜楔機構、托輥等組成。 托輥可以上下調節,根據卷制板材規格的負荷大小,進行上下調節。 4、主傳動裝置 主傳動裝置由主電機、三角皮帶、圓柱齒輪減速箱、電液推桿制動器等組成。主傳動可以正反轉,為板材的卷制提供動力。 5、翻倒裝置 翻倒裝置由滑枕、翻倒油缸等組成。 翻倒裝置的翻倒,為制品取出成為可能。 6、固定、翻倒側機架、底盤 固定、翻倒側機架、底盤為鋼板焊接件,焊後退火去除應力處理。 |
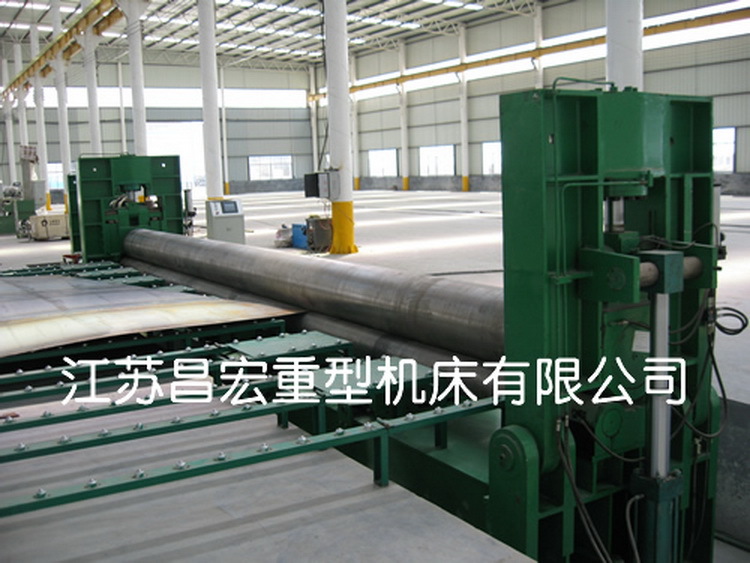
| 卷板機圖片 欲瞭解更多卷板機相關價格行情請點擊 |
|







| 卷板機液壓系統及電氣系統 |
液壓系統 1總體概述 液壓系統由齒輪泵、閥組、流體連接件、液壓輔件等組成。 液壓閥選用疊加閥系列,管路不止簡潔、維護調試方便。 系統有三種回路組成,超壓保護及壓力調節回路,同步回路,速度回路組成。 壓力調節回路通過主溢流閥調節系統工作壓力。系統工作壓力為19.5MPa。 同步回路通過分流節流閥對上輥的上升、下降粗步分流同步,節流閥進行上下調節;光柵磁尺檢測,上輥同步的定位精度±0.15mm。 速度回路控制翻倒側機架的翻倒、復位,通過節流閥進行回路節流速度的調節。 2各種保護:上輥的上升、下降分別有溢流閥作壓力極限保護。 電氣控制系統 1:概述 電氣控制系統由電氣控制櫃、操作臺、手持按鈕盒組成。 系統主要技術指標: 系統工作電壓為380V/50Hz。環境溫度為-5度到45度。 控制電路采用PLC可編程控制器系統,繼電器少,動作可靠,壽命長。 控制櫃上設置有完成整個卷制過程的全部按鈕和指示燈,可對整機的工作狀態和操作進行控制,手持按鈕盒為流動作業時對關鍵操作的控制提供瞭方便。 2保護 電機配有相應的斷路器作電流短路保護;電機配有相應的熱繼電器作超負荷保護;上輥水平移動配有限位開關作極限的位置保護;翻倒缸的翻倒、復位分別設有上、下限位開關極限保護;總電源短路器有分勵脫扣器,在操作臺及手提按鈕盒均有“急停”按鈕以遠程切斷總電源。 3互鎖 翻倒架充分的復位(限位開關控制)後,上輥升降、上輥前後移動、下輥正 反轉等動作方可進行; 上輥位於上位(限位開關控制)時,上輥水平移動、翻倒側單獨下降不能進行; 上輥壓力繼電器工作壓力大於(1/3P)時,上輥不能水平移動。 4故障指示。電機過載時,故障指示燈亮; PLC發生故障時,故障指示燈亮。 |
上輥萬能式卷板機技術特色 |
7.1機器采用鼓形上輥和較小直徑的下輥,下輥的下部有可以上下調節的托輥支撐。 卷制工件時,根據需要調節托輥高度,可以得到較高精度的制品縱向接縫寬度均勻度。 7.1-1卷制厚板的調節(圖1) 卷制厚板時,托輥上升,給下輥一個反壓力,使之產生反撓度以補償上輥過大的撓度,從而達到制品中間和兩端卷制曲率半徑相近,減小制品縱向接縫寬度的均勻度誤差。 7.1-2卷制薄板的調節(圖2) 卷制薄板時,托輥下降,使下輥在工作壓力的作用下能產生一定的撓度以補償因上輥鼓形的影響,從而達到制品中間和兩端卷制曲率半徑相近,減小制品縱向接縫寬度的均勻度誤差。 7.1-3制品的形狀(圖3): 縱向接縫寬度的均勻度誤差較小,若調節得當,使制品中間和兩端卷制曲率半徑相當接近,就能得到高精度的制品縱向接縫寬度均勻度。 7.2采用“後方彎曲”(板材送進方向與上輥移動方向相反),上輥一邊壓下,下輥一邊旋轉,連續彎曲;因在板材的端部直接加壓預彎,從而避免瞭前方彎曲時直角的產生,而且可以控制剩餘直邊的長度和形狀。 7.2-1後方彎曲 上輥一邊壓下,下輥一邊旋轉(圖4a);板材端部采用直接加壓式壓彎(圖4b);制品不存在後角,剩餘直邊的端部控制在標準圓上,制品圓度高(圖4c)。 7.2-2對稱彎曲下輥正反轉,對板材兩端部進行預彎(圖4d),然後進行對稱卷制(圖4e),制品存在直角,且剩餘直邊很難控制,制品圓度較差(圖4f) |
| 卷板機卷制工藝 欲瞭解更多卷板機相關價格行情請點擊 |
卷制圓柱體時如圖5-1所示,一般先進行端部彎曲,然後對稱彎曲。 一、 端部彎曲 ①將上下輥距離拉開(上輥上升一段)。 ②上輥向左或右作水平移動,其位置為上輥下降時能將鋼板夾緊於上下輥之間。 ③上輥下降 ④驅動下輥,彎曲加工一側剩餘直邊部分。 ⑤同樣過程,彎曲另一側剩餘直邊部分。 二、對稱彎曲 ①將上輥調整至與下輥左右對稱的位置,然後送入鋼板。 ②啟動左右油缸並加壓,使上輥壓住鋼板,驅動下輥彎曲鋼板 ③逐漸增加壓下量,並反復驅動工作輥旋轉,完成管狀加工。即以完成圓柱筒體的彎曲加工。 三、卸料 將上輥移至中間上限位置,其他位置翻倒架不動作,這時平衡裝置使上輥平衡。翻倒架翻倒卸料。翻倒架復位卷制圓弧工件等普通彎曲作用時,一般先進行端部彎曲。 1) 如圖5-3所示,上輥向一側偏移,並調整下壓至相應高度,先進行一端的彎曲加工。 2) 旋轉工作輥,進行中間區段的彎曲加工。 3) 工作輥作逆運轉,將已完成彎曲加工是部分右側移至靠近右下輥的位置。 4) 上輥上升並向另一側偏移。 5) 上輥調整下壓至相應高度,驅動工作輥進行中間區段剩餘部分的彎曲加工。 6) 最後進行另一側的端部彎曲加工。 |
| 聯系方式 欲瞭解更多卷板機相關價格行情請點擊 |
江蘇昌宏重型機床有限公司 聯系人:徐青 電話:18606148550 傳真:0513-88283558 網址:http://jschzxjc.cn.alibaba.com 地址:江蘇省南通市海安縣李堡鎮人民路工業集中區
|
!!
我們的優勢:
★我廠已有多年的生產經驗和歷史,本廠的規模、產品質量、生產技術在同行業中享有盛譽,產品出廠前都經過嚴格的檢驗和反復的測試,合格後方予出廠,所售產品實行三包。
★我公司通過廠傢采購,大定量采購各種原材料等措施使降低瞭公司的成本,且保證產品優質且價廉,並切實將我公司的規模效應所獲得的優勢直接優惠於客戶
>



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



