




激光焊接基本原理
用激光焊接加工是利用高輻射強度的激光束,激光束經過光學系統聚焦,其激光焦點的功率密度為104~107W/cm2,加工工件置於激光焦點附近進加熱熔化,熔化現象能否產生和產生的強弱程度主要取決於激光作用材料表麵的時間、功率密度和峰值功率。控制上述各參數就可利用激光進行各種不同的焊接加工。由於激光獨有的高亮度、高方向性、高單色性、高相乾性,在工業加工中的應用十分廣泛,成為焊接技術的重要加工手段。
激光焊接的特點
(1) 高的深寬比。
焊縫深而窄,焊縫光亮美觀。
(2) 最小熱輸入 。
由於功率密度高,熔化過程極快,輸入工件熱量很低, 焊接速度快,熱變形小,熱影響區小。
(3) 高致密性。
焊縫生成過程中,熔池不斷攪拌,氣體易出,導致生成無氣孔熔透焊縫。焊後高的冷卻速度又易使焊縫組織微細化,焊縫強度、韌性和綜合性能高。
(4) 強固焊縫。
高溫熱源和對非金屬組份的充分吸收產生純化作用,降低瞭雜質含量,改變夾雜尺寸和其在熔池中的分佈,焊接過程中無需電療或填充焊絲,熔化區受污染小, 使焊縫強度、韌性至少相當於甚至超過母體金屬。
(5) 精確控制。
因為聚焦光斑很小,焊縫可以高精度定位,光束容易傳輸與控制,不需要經常更換焊炬、噴咀,顯著減少停機輔助時間,生產效率高,光無慣性,還可以在高速下急停和重新啟始。
(6) 非接觸、大氣環境焊接過程。
因為能量來自激光,工件無物理接觸,因此沒有力施加於工件。另磁場對激光焊接無影響。
(7) 由於平均熱輸入低,加工精度高,可減少再加工費用,另外,激光焊接運轉費用較低,從而可降低工件成本。
(8) 容易實現自動化,對光束強度與精細定位能進行有效控制。
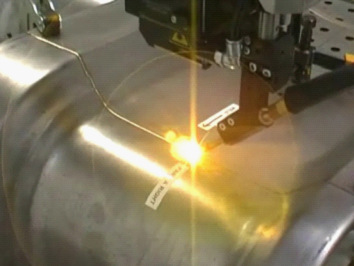
激光焊接案例
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



