





浙江科普工貿有限公司(原名縉雲縣尖鋒工具有限公司)--創立於2003年,是一傢大型的專業金屬 圓盤鋸片生產企業,擁有研發人員及專業技工100多人。專業生產:各種規格的高速鋼鋸片、鋸片銑刀、切口銑刀、硬質合金鋸片銑刀、切管圓鋸片等及各種非標刀具。
我司擁有雄厚的技術力量、先進的生產設備、完善的質量管理體系,一直堅守堅持創新、不斷完善的原則,使刀片內在質量更可靠、產品更耐磨、價格更實惠。我廠所有產品都經過嚴格檢測,保證每一件產品都符合最高質量要求。目前,我工司的產品已經遠銷美國、歐洲、東南亞的十多個國傢與地區。
浙江科普工貿有限公司秉承“實惠的價格,卓越的品”的經營宗旨,竭誠為客戶提供高品質的產品和服務。根據客戶需求,承接各類鋸片的批發零售和定制,歡迎國內外新老朋友光臨惠顧。
產 品:高速鋼圓鋸片,金屬鋸片,銑刀片,切口銑刀,切管圓鋸片
尺寸規格:外徑φ40~500mm, 孔徑φ13~50mm 厚度,0.5~4.0mm
齒 型:無齒,粗齒,中 齒,細齒
開齒方式:銑齒,磨齒,不磨齒,全磨齒
齒 形:尖齒,圓弧齒, 交錯齒(左右齒,高低齒),三角齒
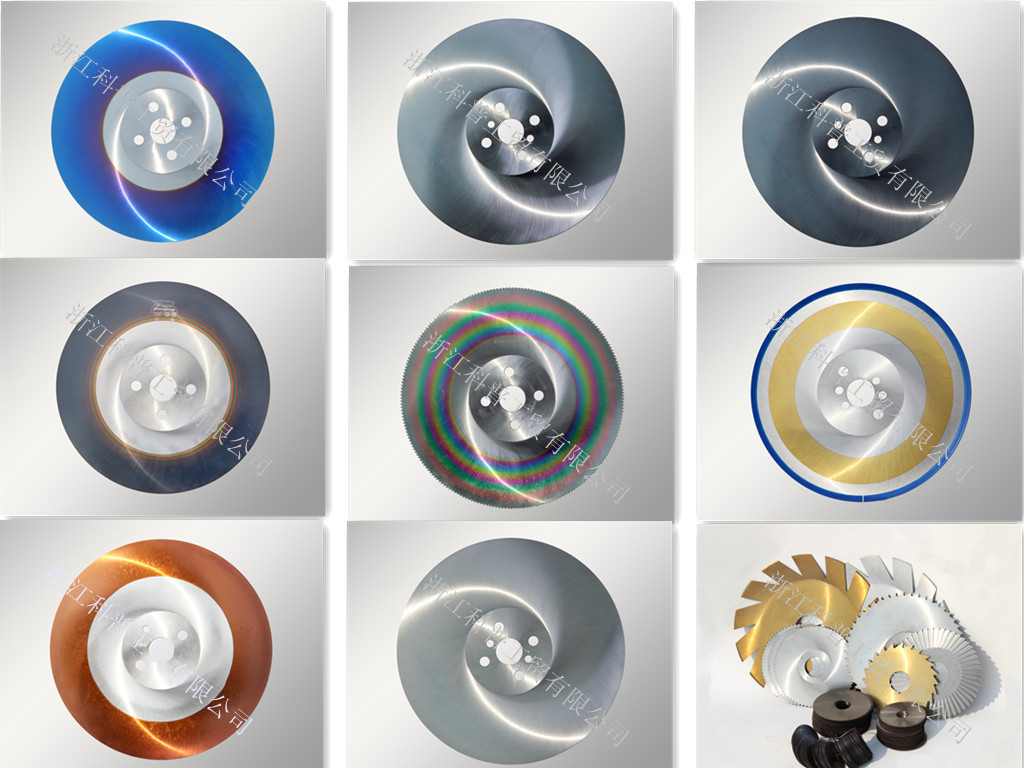
表麵塗層:本色,各類塗層。
材 質: 鍛打高性能高速鋼 M42,W6Mo5Cr4V2(M2),W18Cr4V(W18),W9Mo3Cr4V(W9),W5等,
用 途:主要用於普通鋼材、不銹鋼、黃銅、鋁合金、塑料、鈦合金、超硬鑄鐵、高鎳白銅、耐熱合金,結構鋼、合金鋼、鑄鋼、高錳鋼等材料的銑削、剖溝加工及鋸切、切斷、下料等。
特別註意:接收非標定制,特種定制。圖片僅供參考。可根據客戶的需要定做所需外徑 、內孔、厚度、齒數的不同處理。
網上價格僅供參考, 價格隨原材料,成本,定購數量變化而變 化,如有意向,請直接 咨詢
高速鋼鋸片現貨規格表:
高速鋼鋸片現貨規格:材質:高速鋼 | ||||||
外徑*厚度*內孔 單位:MM | 250*1.2*32 | 275*1.2*32 | 300*1.2*32 | 315*2.0*32 | 350*2.0*32 | 400*2.5*32 |
250*1.6*32 | 275*1.6*32 | 300*1.6*32 | 315*2.5*32 | 350*2.5*32 | 400*3.0*32 | |
250*2.0*32 | 275*2.0*32 | 300*2.0*32 | 325*2.0*32 | 350*3.0*32 | 450*3.0*32 | |
250*2.5*32 | 275*2.5*32 | 300*2.5*32 | 325*2.5*32 | 375*2.5*32 | 500*3.0*32 | |
250*3.0*32 | 375*3.0*32 | 300*3.0*32 | 325*3.0*32 | 375*3.0*32 | 500*3.5*32 | |
鋸片塗層:
鋸片銑刀及非標刀具:
鋸片銑刀生產范圍
鋸片銑刀外徑:8-500MM
鋸片銑刀厚度:0.12-4MM;
鋸片銑刀內孔:2MM以上
鋸片銑刀可加工的材料:普通鋼材、不銹鋼、鋁合金、塑料、木材等材料的銑削、剖溝加工及鋸切、切斷、下料等。
鋸片銑刀適用機械:銑床、管材下料機、管材加工機械、切管機、金屬圓鋸機、鋸切機床等。
鋸片銑刀的特點:可使用鋸片磨齒機重復多次翻磨刃齒,研磨後的鋸片銑刀與新鋸片銑刀銑屑壽命一樣。提高生產效率,降低成本。

溫馨提醒:
在使用高速鋼鋸片對各類管材進行切割時,有許多狀況是因為沒有註意到細節而造成的。
(1)材料:有時問題是出在被切材料上。市麵上部分供應商生產材料的過程偷工減料,導致被切材料含有太多的雜質,因此當鋸片碰到這些雜質顆粒時,超硬鋸片可能會破裂或發出極大聲響,切出來的表麵會不平。而用較軟的高速鋼鋸片不會破裂,但是切削結果會有歪斜現象,因為鋸片會在接觸顆粒時有轉向現象。或者某些材料本身硬度可能並不太高,但在生產過程中添加的元素和采用的工藝可能會引起刀具切削困難導致刀刃崩裂或磨鈍。
(2)鋸片:鋸片沒妥善擺好受壓變形,鋸齒鈍掉沒磨,偏擺度差,齒數選擇不當,鋸齒研磨不好。總之,鋸片品質不佳。
(3)切斷機:夾具的狀態,鋸片安裝不正確,鋸片轉速不正確,進給速度不適合,切削油選擇,且鋸片與切斷機的錯誤要因會互相影響。有客戶抱怨切削結果歪斜,經由我們到現場觀察結果,送料架並未固定,在工人運輸材料時,經常不小心碰撞歪掉。被削材送料架歪掉後,當然切出來的材料一定是歪的。也有顧客抱怨圓鋸片經常破掉無法解決,我們一到現場發現機械設計書上已經指出,在切割較長的材料時,必須要有固定臺來使被削段不會晃動。但是,顧客仍然和切短材料時一樣,所以才會有鋸片被晃動的被削材撞破。也有顧客的機臺在裝機時並沒有作水平校正,因此機臺根本上就是歪的。
(4)使用仿冒機臺:使用質量差的金屬圓鋸機,價格雖非常便宜但在生產過程中鋼性不夠,從而引起切割震動,使到鋸片上下有間隙,鋸片切割時會產生晃動,最終會影響鋸片的切割性能。
(5)手動機臺操作人員: 在使用手動機器的時候,使用者的經驗比較重要,使用者能感覺到進刀時的力度和鋸片的鋒利程度,比較容易判斷鋸片是否還可以再使用!而氣動或者液壓機型需要使用者比較謹慎使用鋸片,在切削工件當中,不能盲目的以經驗為由進行切削。因為每片鋸片在切削工件的時候不可能相同,所以鋸齒的壽命也是在大體的一個范圍。在開始切削及停止切削時,不要進刀太快,否則可能會造成斷齒及破損。當鋸齒已經出現比較鈍的情況下繼續使用就會出現拉齒、斷齒等現象,嚴重的就會出現鋸片的機體拉裂、爆片的現象!
鋸片在使用時必須註意以下事項:
(1)必須確定被切材料已經確實固定住。
(2)要根據被削材來設定切斷條件。
(3)安裝鋸片時,必須將夾具部分的廢屑清乾凈,然後註意轉動方向,將鋸片確實固定。
(4)在開始切削及停止切削時,不要進刀太快,否則可能會造成斷齒及破損。
(5)充分使用切削油。(希望配合被削材選擇切削油)
(6)舍棄式圓鋸片切斷機和一般圓鋸片切斷機不同,必須要選擇正確的鋸片,不可混用!
再者;高速鋼鋸片在熱處理的時候或在原材料胚料加工的時候出現的問題。
(1)在原材料胚料加工的時候有少許渣滓摻雜進去,因而影響到成品的品質,使鋸片本身的晶體出現斷層現象而出現掉塊或斷裂現象。
(2)鋸片在熱處理的時候回火、退火的時間選擇不恰當,從而使鋸片的硬度超出瞭規定的范圍標準,如:W9的高速鋼鋸片本身熱處理後的硬度不能超過65度,一旦超出瞭范圍。在使用時將很容易出現崩齒、斷裂等現象,嚴重的會出現炸裂等危險現象。



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



