




中國 常州
亨聯光機電科技有限公司 電話:0519-83888969-8208 傳真:0519-83901969 網址:www.hlgjd.com
一、概述
本公司是長期從事機電一體化微電腦控制和步進電動機驅動器等產品的研制和生產的專業公司。MMC-2IIB型制袋機微機控制系統是根據國內制袋行業對控制系統的要求,憑借本公司多年來對步進電動機運行特性的深入瞭解,精心研制的新一代產品。和同類產品相比具有功能強大、高速、高可靠、適應性廣、運行平穩、使用方便等特點。
二、主要性能指標
⒈供電電源
220v(AC)±10%;50HZ/60HZ;8A。
⒉制袋速度
在進料時間充分,負載適宜的條件下,袋長小於200mm時,制袋速度大於150隻/分。袋長大於500mm時,制袋速度大於60米/分。
⒊制袋精度
正負一個脈沖當量值。
⒋適配范圍
主要用於三邊封、底封、中封、背心和熱封熱切制袋機等。也可用於功能要求類同的其它機械設備控制。
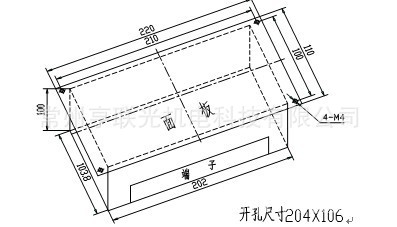
⒌外形尺寸與重量
長×寬×高=220×110×100 重量:1.8Kg
⒍用戶參數設定范圍及說明
名稱 | 說明 | 范圍 |
拖料檔級 | 預設當前拖料速度 | 0-9檔 |
制袋長度 | 預設當前制袋長度 | 10-9999mm |
批間延時 | 批與批間停頓秒數 | 0-9秒 |
每批袋數 | 預設每批制袋數量 | 0-999隻/批 |
色選 | 制袋所用料的類別 | 色料/白料 |
極選 | 電眼亮動暗動選擇 | 亮動/暗動 |
*上電、復位、暫停、報警後系統都進入用戶參數設置狀態。
*新設定的參數值必須按"運行"鍵後系統才能記憶.
三、工作過程
寶馬牌MMC-2IIB型制袋機微機控制系統由微電腦、數位顯示、鍵盤、電源和兩個步進電機驅動器及相應的傳感開關組成。
開機上電,系統進入設置狀態。假設內部參數設置為出廠值。拖料檔級設為2檔、批間延時設為2秒、每批隻數設為100隻、色料、暗動。在上述設置前提下,系統工作過程簡述如下。
首先將系統進入自動測袋長功能(方法見"測袋長功能說明"),按"檢/停"鍵測出制袋長度並使料準停於標位和料位。再按"運行"鍵系統進入運行狀態,制袋機開始工作。DC、GND端(主電機啟停控制直流信號輸出端)和兩AC端(主電機啟停控制交流信號輸出端)同時導通,控制分切刀動力電機運轉。待I1檢測到拖料起始位時,主、輔兩拖料步進電機開始運轉,拖完預定長度後兩拖料步進電機繼續緩進,I3檢標。在"待準停長度"范圍內I3檢到標準停,檢不到標就停機,同時"拖料報警"指示燈亮並有訊響提示。無論做什麼料,輔助拖料步進電機都是在主拖料步進電機準停後,I4開始檢料位以補償誤差。在補償范圍內檢到料位準停,不同的是走足長度仍檢不到料位也暫停拖料而不報警、不停機、待下一次再補償。如果拖料步進電機還未停止,I2已檢測到拖料極限位就停機,同時"超速報警"指示燈亮並有訊響提示。兩拖料步進電機停後制袋累計數加一,同時發出一個沖孔信號("CK"端發出一負脈沖信號),一個工作周期完成。等待I1再次檢測到拖料起始位進行下一隻袋制作,周而復始,連續加工。
當本批袋數遞減至最後10隻時,開始訊響提示至本批結束。然後停機等待2秒,開始下一批袋制作。批數結束的同時發出一個脫針信號("TZ"端發出一負脈沖信號),延時0.5秒後,再發出一個送袋信號("SD"端發出一負脈沖信號)。在運行過程中和批間延時時,可按"↑、↓"鍵對當批實時制袋數進行加減。
四、功能說明
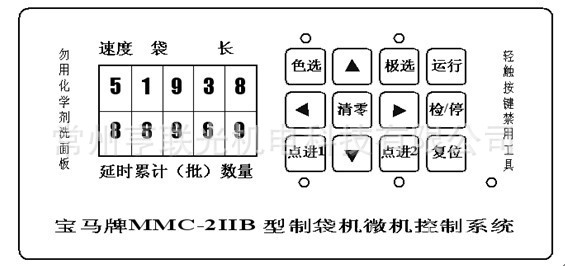
⒈數位顯示說明:
麵板左側有上下兩排五位數位顯示,這是用於顯示運行參數和觀察制袋累計數等的。
⑴用戶參數設置狀態:左上第一位數位管顯示制袋機當前運行的拖料速度檔極。上排第2至第5四隻數位管顯示當前制袋長度。左下第一位數位管顯示每批袋數到後停頓的秒數。下排第2位數位管無顯示。下排第3至第5三隻數位管顯示每批袋數。
⑵運行狀態:上排五隻數位管顯示的內容同用戶參數設置狀態。下排五隻數位管顯示制袋累計數。
⑶內部參數設置狀態:上排五隻數位管無顯示。左下第一位數位管顯示內部參數序號。下排第2和第3兩隻數位管無顯示。下排第4和第5兩隻數位管顯示相應內部參數設定值。
⒉鍵盤說明:
麵板右側有十二隻鍵,這是用來設置各項參數和完成各種指令操作的。
⑴色選:用戶參數設置狀態下按"色選"鍵一次,該鍵上方色選指示燈變化一次。燈亮表示當前使用有色料,反之為無色料。
⑵極選:在用戶參數設置狀態下按"極選"鍵一次,該鍵上方極選指示燈變化一次。燈滅表示主拖料步進電機在I3檢測由淺到深色時停止拖料(暗動),燈亮則反之(亮動)。
⑶←.→:在用戶參數或內部參數設置狀態下要修改某位數據時可按此鍵,把閃爍位移至該位。
⑷↑.↓:多功能鍵。①在用戶參數或內部參數設置狀態下按一次↑(↓)鍵則閃爍位數值加(減)一。②在運行狀態下按一次↑(↓)鍵則當批實時制袋數加(減)一。
⑸點進1:多功能鍵。①在用戶參數設置狀態下按此鍵主拖料步進電機緩進。②在內部參數設置狀態下按此鍵返回至用戶參數設置狀態同時對新設定的內部參數值進行存貯。
⑹點進2:多功能鍵。①在用戶參數設置狀態下按此鍵輔助拖料步進電機緩進。②在單步進運用時,按此鍵主拖料步進電機緩退。*點退功能後有詳細說明。
⑺清零:按此鍵制袋累計數清為全零。在用戶參數設置狀態下、運行過程中和批間延時間,按此鍵均能響應。
⑻運行:在用戶參數設置狀態下按此鍵微機系統進入運行狀態同時對新設定的運行數據進行存貯。
⑼檢/停:多功能鍵。①在用戶參數設置狀態下按此鍵,主、輔拖料步進電機同步拖料運轉。釋放此鍵,白料時:主拖料電機立即停止,I4開始檢料位,檢到料位後輔拖電機準停;色料時:I3首先檢標位,檢到標位拖料電機準停,此時I4開始檢料位,檢到料位後輔拖電機也準停。此功能主要用來找準起始位,白料時點一下即可。色料時,按住"檢/停"鍵拖料,當拖過雜亂圖案到您定義的色標前一刻釋放此鍵,即可找準起始位。在某些情況下,還可利用此功能連續拖料。②運行狀態下按此鍵,設備進入暫停狀態。步進拖料電機停止拖料,分切刀電機仍在轉動,直至I1檢測到下一個起始拖料位後方停止轉動。同時由運行狀態返回至用戶參數設置狀態。③在"色料測袋長"功能下,通過特定的操作,可測出所要制袋的長度,並顯示在"制袋長度"的位置上。*測袋長功能後有詳細說明。
⑽復位:不論系統處於何種狀態,按此鍵一定返回到用戶參數設置狀態。因此該鍵可用作急停。
⒊指示燈說明:
麵板右側有五隻指示燈,二隻綠色指示燈在鍵盤上方,從左到右分別是"色選"指示燈和"極選"指示燈;三隻紅色指示燈在鍵盤下方,從左到右分別是"拖料報警"指示燈、"超速報警"指示燈和"堵料報警"指示燈。
⒋報警說明:
⑴拖料報警:拖料電機拖完預定長度,而I3在待準停長度范圍內未檢到標則停機,同時"拖料報警"指示燈亮並有訊響提示。
出現"拖料報警"時,首先確定制袋長度是否正確,然後判斷料是否出現拉伸變長還是料本身標位精度差。如果是料拉伸變長或料本身標位精度差,則適當增加第9號和第H號內部參數值。
⑵超速報警:如果拖料電機還未停止,I2已檢測到拖料極限位就停機,同時"超速報警"指示燈亮並有訊響提示。
出現"超速報警"時,首先調整I1和I2的位置,使系統的有效拖料時間為最大,然後提高系統的拖料速度檔級或降低分切刀電機的轉速。
⑶堵料報警:如果第E號內部參數設為50即5秒,此時隻要I5輸入端為低電平並維持五秒鐘則停機,同時堵料報警指示燈亮並有訊響提示。不用時可將I5輸入端浮空或將第E號內部參數值設為00。
⒌待準停長度說明:
假設當前制袋長度為180mm,第9號內部參數設為15。則標位的有效范圍是177~192mm即I3提前3mm並延長12mm找標。如果制袋長度不變將第9號內部參數設為25,則標位的有效范圍變為177~202mm。提前找標的長度無法設置隻能是3mm,延長找標的長度由第9號內部參數值設定。
⒍預響說明:
如果預設每批隻數,則當本批袋數遞減至最後10隻時,開始訊響提示至本批結束。如果每批袋數設為0則無預響和批間延時功能。
⒎批間延時說明:
假設批間延時設為3,則到瞭預置每批袋數後機器停止轉動,等待3秒後再起動。如設為0則不停頓,以此類推。
⒏批數加減說明:
在運行過程中和批間延時間,按"↑、↓"鍵可對當批實時制袋數進行加減。
⒐高位停機說明:
運行狀態下按"檢/停"鍵,兩步進電機停止拖料,分切刀電機仍在轉動,直至I1檢測到下一個拖料起始位後並延時一段時間讓分切刀抬至高位,方停止轉動。此過程便是高位停機,所有的指令停機均為高位停機。(延時時間的長短由第A號內部參數值設定)。
⒑沖孔信號說明:
系統在每次拖料結束的同時,發出一個沖孔信號("CK"端發出一負脈沖信號),脈寬由第b號內部參數值確定。
⒒送袋、脫針信號說明:
系統在每批拖料結束的同時,首先發出一個脫針信號("TZ"端發出一負脈沖信號),延時0.5秒後,再發出一個送袋信號("SD"端發出一負脈沖信號)。脫針信號和送袋信號的脈寬分別由第d號和第C號內部參數值確定。
⒓點退功能說明:
在單步進運用時,首先將第F號內部參數設為01,然後將控制器接線端"CP2/M"與拖料步進電機驅動器方向信號輸入端相連。此時按下“點進2”拖料步進電機緩退。
⒔先拖後切說明:
將第G號內部參數設為01,按“運行”鍵系統首先控制主拖料步進電機和輔助拖料步進電機運轉,拖完預定長度後兩拖料步進電機準停。然後控制分切刀動力電機運轉,等待I1檢測到拖料起始位進行下一隻袋制作。此功能能夠確保每批每一隻袋隻燙一次。
⒕容錯功能說明:
如果將第H號內部參數設為03,則系統在制色料時能連續3次在I3未檢到標的情況下,不停機也不"拖料報警"。隻有在連續4次檢不到標的情況下,才停機並提示"拖料報警"。如果設為00則不容錯,以此類推,最多容錯次數為9次。此特點能夠使用戶在制作標位精度差的料時,減少因“拖料報警”而停機的次數。
⒖測袋長功能說明:
同時按"復位"和"點進1",先釋放"復位"一聲訊響後釋放"點進1",系統進入自動測袋長功能。按"檢/停"鍵則在I3檢到下一隻標的同時,測出拖料電機的運行長度,並顯示在"制袋長度"的位置上。此功能隻在作色料時有效。一旦進入運行狀態後,再退回到用戶參數設置狀態按"檢/停"鍵,系統隻找標不再具有測袋長功能。如需再測袋長則要重新進入。
⒗訊響說明:
用於各種提示。開機上電時、復位時發出一長"嘀"聲;按鍵有效時發出一短促"嘀"聲;每批袋數遞減至最後10隻時會有訊響提示,前九聲為短聲,最後一聲為長聲;各種報警時發出"嘀-嘀-嘀"一組訊響聲。
五、操作步驟
⒈在確定機械及電氣系統均正常的情況下打開總電源,系統進入用戶參數設置狀態。
⒉根據實際的工作特點及工作需要,設置內部參數。
⒊按工作要求設置好運行數據。
⒋按"檢/停"鍵使料準停於標位和料位,即起始位。
⒌按"運行"鍵,整機便按設定方式工作。
六、安裝與調試
1、參見MMC-2IIB外形結構示意圖,將微機系統
2、參見MMC-2IIB接線說明(附錄1),分別將電源和信號線一一正確無誤地聯接好。
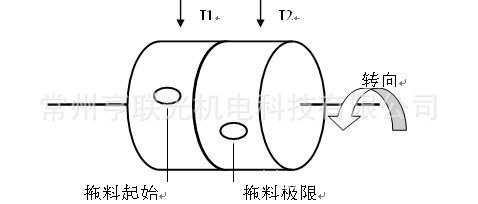
3、參見I1、I2示意圖,將I1、I2兩霍爾開關安裝於分切刀傳動軸一側。註意旋轉方向。電腦是根據I1、I2的狀態來判斷分切刀的機械位置的。I1對應刀口已經張開,開始拖料的最早位置。I2對應刀口即將切下,必須停止拖料的最遲位置。
4、I3檢標光電頭是檢測色標的。I3的檢出距離,靈敏度必須反復校試好。尤其要註意在拖料運行過程中。料須平伏以不改變I3在任一時刻的檢出距離。
5、I4是檢測輔助拖料狀態的,安裝於輔助拖料(步進2)後張力棍一側。I4檢到表示輔助拖料到位。
6、I5堵料光電開關是用來檢測堵料情況的,用戶可按照實際情況選擇合適的位置安裝。
附錄1 MMC-2IIB接線說明
1、220V兩端子接市電220V。
2、12V、GND兩端子為直流電源輸出,作本系統各相關傳感器電源之用。
3、DC、GND端為主電機啟停控制直流信號輸出端,用於控制變頻器(直流小信號12V/5mA)。
4、AC兩端子為主電機啟停控制交流信號輸出端,接交流接觸器(可接AC240V/2A)。
5、I5堵料光電開關檢測信號輸入端(低電平有效,不用時可浮空)。
6、I4輔助拖料位霍爾檢測信號輸入端,(雙步進運用時,低電平有效;單步進運用時,該端口無效)。
7、I3檢標光電開關檢測信號輸入端。
8、I2拖料極限位霍爾檢測信號輸入端(低電平有效)。
9、I1拖料起始位霍爾檢測信號輸入端(低電平有效)。
10、BYO為備用信號輸入輸出端。
11、CP2/M為雙重功能輸出口:⑴雙步進運用時,為輔拖電機驅動器驅動信號輸出端。⑵單步進應用時,為拖料電機驅動器方向信號輸出端。
12、CP1為主拖電機驅動器驅動信號輸出端。
13、FM為訊響信號輸出端,對應接蜂鳴器負端,蜂鳴器正端接12V。
14、CK為每隻袋拖料到位時沖孔信號輸出端,低電平有效。
15、TZ為每批計滿時脫針信號輸出端,低電平有效。
16、SD為每批計滿時送袋信號輸出端,低電平有效。
17、STOP、GO、GND為"檢/停"和"運行"鍵的現場按鈕引出端。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。


