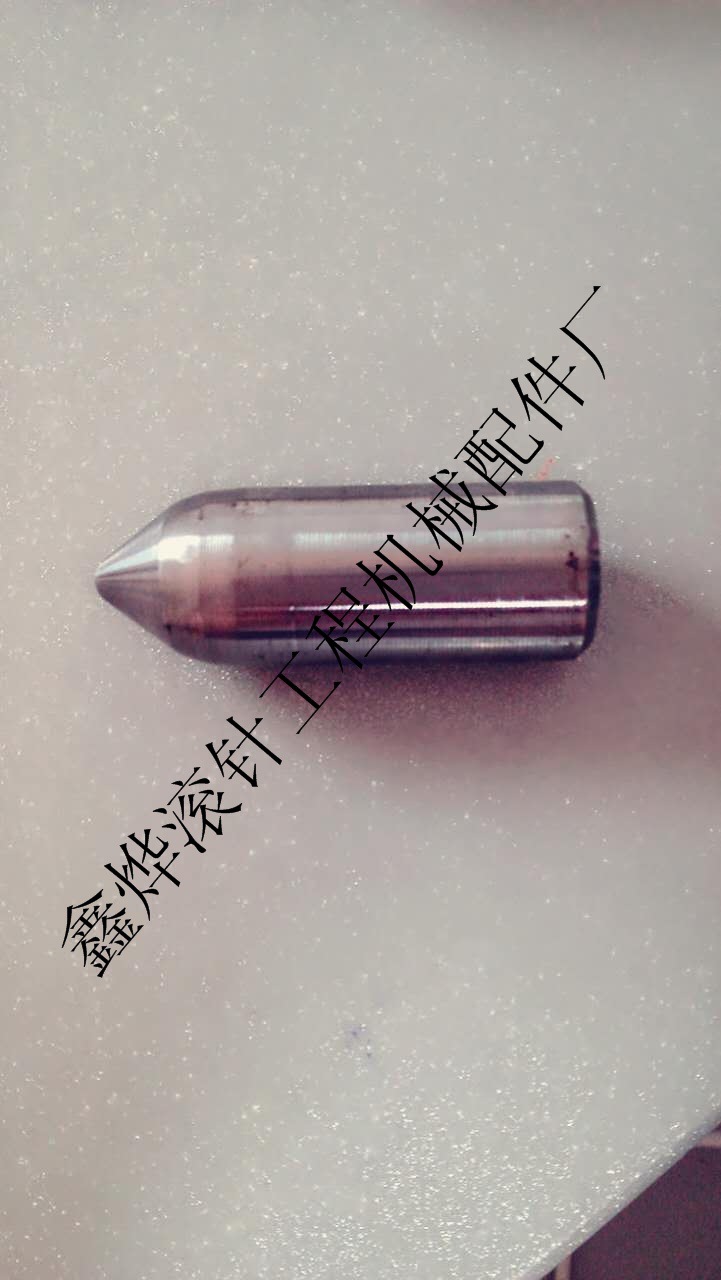




| 品牌 | 鑫燁 | 型號 | 16.5*45 | 加工定製 | 是 |
| 是否標準件 | 非標準件 | 樣品或現貨 | 現貨 | 是否進口 | 非進口 |
| 用途 | 其他 | 材質 | 軸承鋼 | 尺寸 | 16.5*45 |
具體價格聯系客服有驚喜哦!!!
自產自銷 驚爆價,隻要有量價格好商量,薄利多銷,質量保證.郵費系統自動生成 拍前請聯系客服改價哦 有其他沒有上傳到的型號 請聯系客服哦。本著以質量求發展 以信譽求生存的原則做大做強。還望各位親多多支持

 !!!! https://shop1432140515702.1688.com (可上阿裡誠信通型號齊全!!)
!!!! https://shop1432140515702.1688.com (可上阿裡誠信通型號齊全!!)
材質:軸承鋼 均為淬過火 60-62度 公差3微米
歡迎致電:15224283268 燕先生



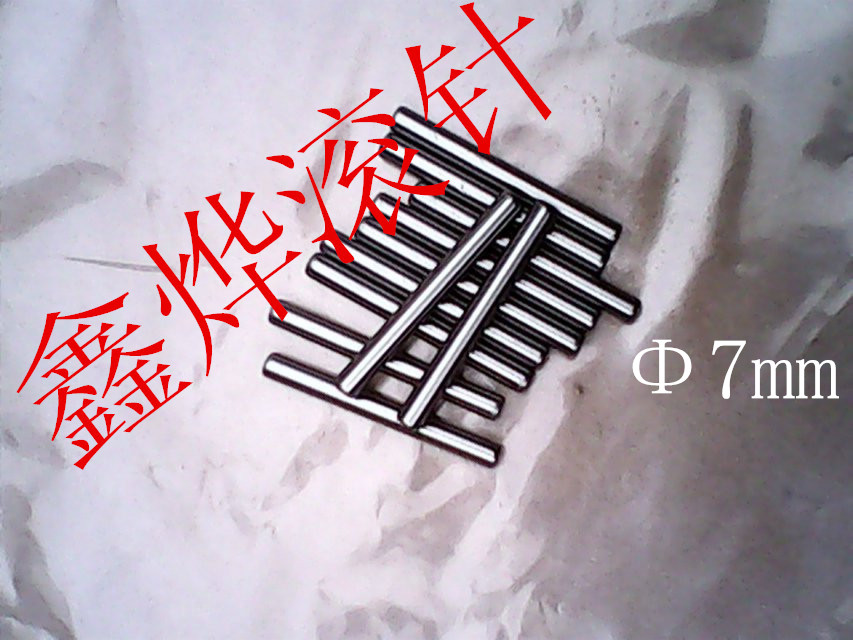





鑫燁滾針依據GB/T309-2000標準,生產平頭、球頭、尖頭、修型、異型的G5、G3、G2級滾針、滾柱和滾子及軸或銷,生產各種規格的不銹鋼滾針、滾柱和滾子,直徑尺寸0.6MM~40MM,長度尺寸2MM~150MM,生產速度快、交貨及時。這是滾針
滾動軸承零件的生產特點
Tags: 滾動軸承,軸承零件 , 積分 Counts:887 次
和一般機械零件相比較,軸承零件是短而薄的回轉表麵體,回轉體決定瞭加工機床比較單一,絕大多數為車床和磨床;短而薄決定瞭其軸向剛度好,軸向變形可以忽略不計,徑向剛度較差,加工時的加緊方法要有特殊考慮。
滾動軸承零件雖然結構簡單,但技術要求很高,因而有如下幾個加工特點:
1.精密加工
軸承零件絕大部分表麵要經過磨削加工,磨加工尺寸和幾何精度都以μm為單位,特別是套圈的滾道和滾動體的精度更高,需超精加工或研磨加工。
2.多工序加工
軸承零件要求高,生產工序必然多。一般軸承生產需20~40道工序,多的達70多道。
3.成型加工
軸承零件的工作表麵都是回轉成型麵,適合於用成型法加工。如套圈滾道的鍛造輾壓與車磨,都是采用成型刀具或防型板加工的。
另外,絕大多數軸承都是標準化產品,同一型號的軸承需要量很大,為瞭提高生產力、降低成本、保證質量和廣泛采用新技術、提高機械化和自動化水平,軸承公司一般是按軸承型號和品種進行大批量生產,甚至可建立專門的自動線或流水線進行
軸承滾子加工過程
Tags: 軸承滾子,滾子加工 , 積分 Counts:971 次
1.圓柱滾子的工藝過程
毛坯成型→去毛刺或環帶→軟磨滾道麵→軟磨雙端麵→熱處理→前粗磨滾動麵→粗磨雙端麵→後粗磨滾動麵→終磨雙端麵→細、終磨滾動麵→超精加工滾動麵→清洗、乾燥→終檢外觀、尺寸分組→塗油包裝。
2.圓錐滾子的工藝過程
毛坯成型→去毛刺或環帶→軟磨滾道麵→軟磨雙端麵→熱處理→粗磨滾動麵→細磨滾動麵→磨球基麵→終磨滾動麵→超精加工滾動麵→清洗、乾燥→終檢外觀、尺寸分組→塗油包裝。
以上兩種滾子可以做成凸度形母線滾動麵,若凸度量小於0.005mm,一般可直接在超精加工滾動麵工序中進行;若凸度量大於0.005mm,一般可在最後一次終磨滾動麵工序磨出凸度,再進行超精加工。
3.滾針的工藝過程
毛坯成型→去毛刺→熱處理→粗、細、終磨滾動麵→超精加工滾動麵或鋸屑拋光。
對平頭和錐頭滾針,如毛坯成型難以保證長度尺寸公差,則可在磨滾動增加磨雙端麵工序。若需要凸度形母線滾動麵,可直接在超精加工滾動麵或竄光工序中進行。
4.非對稱型球麵滾子的工藝過程
毛坯成型→去毛刺或環帶→軟磨滾道麵→軟磨雙端麵→熱處理→磨非球端麵→磨球端麵→粗、細、終磨滾動麵→拋光→清洗、乾燥→終檢外觀、尺寸分組→塗油包裝。
對稱型球麵滾子的工藝過程是:
毛坯成型→去毛刺或環帶→軟磨滾道麵→軟磨雙端麵→熱處理→粗磨滾動麵→粗、終磨雙端麵→細、終磨滾動麵→拋光→清洗、乾燥→終檢外觀、尺寸分組→塗油包裝。
若終磨滾動麵工序能達到表麵粗糙度要求,則可不進行拋光
具體價格聯系客服
有驚喜哦!!!
自產自銷 驚爆價,隻要有量價格好商量,薄利多銷,質量保證.郵費系統自動生成 拍前請聯系客服改價哦 有其他沒有上傳到的型號 請聯系客服哦。本著以質量求發展 以信譽求生存的原則做大做強。還望各位親多多支持 !!!!
材質:軸承鋼 均為淬過火 60-62度 公差3微米
歡迎致電:15224283268 燕先生













鑫燁滾針依據GB/T309-2000標準,生產平頭、球頭、尖頭、修型、異型的G5、G3、G2級滾針、滾柱和滾子及軸或銷,生產各種規格的不銹鋼滾針、滾柱和滾子,直徑尺寸0.6MM~40MM,長度尺寸2MM~150MM,生產速度快、交貨及時。這是滾針
滾動軸承零件的生產特點
Tags: 滾動軸承,軸承零件 , 積分 Counts:887 次
和一般機械零件相比較,軸承零件是短而薄的回轉表麵體,回轉體決定瞭加工機床比較單一,絕大多數為車床和磨床;短而薄決定瞭其軸向剛度好,軸向變形可以忽略不計,徑向剛度較差,加工時的加緊方法要有特殊考慮。
滾動軸承零件雖然結構簡單,但技術要求很高,因而有如下幾個加工特點:
1.精密加工
軸承零件絕大部分表麵要經過磨削加工,磨加工尺寸和幾何精度都以μm為單位,特別是套圈的滾道和滾動體的精度更高,需超精加工或研磨加工。
2.多工序加工
軸承零件要求高,生產工序必然多。一般軸承生產需20~40道工序,多的達70多道。
3.成型加工
軸承零件的工作表麵都是回轉成型麵,適合於用成型法加工。如套圈滾道的鍛造輾壓與車磨,都是采用成型刀具或防型板加工的。
另外,絕大多數軸承都是標準化產品,同一型號的軸承需要量很大,為瞭提高生產力、降低成本、保證質量和廣泛采用新技術、提高機械化和自動化水平,軸承公司一般是按軸承型號和品種進行大批量生產,甚至可建立專門的自動線或流水線進行
軸承滾子加工過程
Tags: 軸承滾子,滾子加工 , 積分 Counts:971 次
1.圓柱滾子的工藝過程
毛坯成型→去毛刺或環帶→軟磨滾道麵→軟磨雙端麵→熱處理→前粗磨滾動麵→粗磨雙端麵→後粗磨滾動麵→終磨雙端麵→細、終磨滾動麵→超精加工滾動麵→清洗、乾燥→終檢外觀、尺寸分組→塗油包裝。
2.圓錐滾子的工藝過程
毛坯成型→去毛刺或環帶→軟磨滾道麵→軟磨雙端麵→熱處理→粗磨滾動麵→細磨滾動麵→磨球基麵→終磨滾動麵→超精加工滾動麵→清洗、乾燥→終檢外觀、尺寸分組→塗油包裝。
以上兩種滾子可以做成凸度形母線滾動麵,若凸度量小於0.005mm,一般可直接在超精加工滾動麵工序中進行;若凸度量大於0.005mm,一般可在最後一次終磨滾動麵工序磨出凸度,再進行超精加工。
3.滾針的工藝過程
毛坯成型→去毛刺→熱處理→粗、細、終磨滾動麵→超精加工滾動麵或鋸屑拋光。
對平頭和錐頭滾針,如毛坯成型難以保證長度尺寸公差,則可在磨滾動增加磨雙端麵工序。若需要凸度形母線滾動麵,可直接在超精加工滾動麵或竄光工序中進行。
4.非對稱型球麵滾子的工藝過程
毛坯成型→去毛刺或環帶→軟磨滾道麵→軟磨雙端麵→熱處理→磨非球端麵→磨球端麵→粗、細、終磨滾動麵→拋光→清洗、乾燥→終檢外觀、尺寸分組→塗油包裝。
對稱型球麵滾子的工藝過程是:
毛坯成型→去毛刺或環帶→軟磨滾道麵→軟磨雙端麵→熱處理→粗磨滾動麵→粗、終磨雙端麵→細、終磨滾動麵→拋光→清洗、乾燥→終檢外觀、尺寸分組→塗油包裝。
若終磨滾動麵工序能達到表麵粗糙度要求,則可不進行拋光


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。