












滄州聚通管業有限公司系原(河北滄州奮起高壓管件有限公司),坐落在中國管件之鄉——孟村回族自治縣縣城北環路,北靠北京,天津,東臨黃驊港。環境優越,交通十分便利。
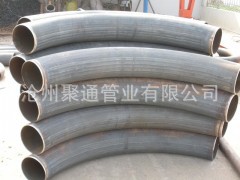
合金彎頭的推製特點:首先需要把下好料的原材料,放入模具之上,推製機的原理就是把彎頭使用機器頂住然後往前推,推製的過程需要使用加熱棒對彎頭進行加熱,因為都是使用小型號推製大型號,合金材質本身過硬,如果不加熱壓力達到一定程度就會把原材料撐裂,所以加熱棒是非常重要的,二則就是需要一個專業的技術人員,這個也是非常重要的,一個技術人員決定瞭一個彎頭的質量,因為技術人員要控製他的速度,以及加熱的熱度,這些都是必不可少的。特別註意的是,加熱時候註意加熱圈,加熱主要工具就是加熱圈,可分為單圈或者多圈,采取瞭火焰加熱和反射爐加熱。我們所說的加熱工序,都源於中頻和高頻感應加熱。
碳鋼彎頭在焊接時燒傷裂紋等缺陷的分析,金相分析盡人皆知,在鋼的組織改動過程中,碳和錳的含量有無關宏旨的效果。當碳含量小於0.2%,錳含量小於0.4%時,低碳鋼不會發生吸氫而致白點。即使是碳和錳含量分別小於0.4%和0.7%的優質碳素鋼在正常加工條件下也不會發生白點。而關於40Mn2鋼來說,碳和錳的含量均已超過瞭發生白點的警戒點,在焊接時很簡單構成白點,這便是裂紋源發生於彎頭側(40Mn2鋼側)的原因,裂紋的金相微觀相片。
錳作為一種拓展奧氏體區的合金元素,在40Mn2鋼中,能使該鋼種在加熱時完全奧氏體化,從而在冷卻時發生單一的索氏體組織。這種組織由極細的滲碳體和鐵素體構成,但在視場中基本上看不到單獨的鐵素體存在,故該組織脆性很高。循環水管道碳鋼彎頭焊接裂紋的分析及對策另外從金相圖上可以看出,40Mn2母材側熱影響區的過熱區和細晶區皆為極細的索氏體組織;而在20鋼母材側熱影響區的過熱區發生瞭粗大的魏氏體+珠光體的混合組織,正火區為極細的珠光體+鐵素體組織。結論40Mn2鋼的熔合線鄰近為索氏體淬硬組織,再加上彎頭處無窮的拉應力,構成瞭氫脆開裂的重要條件。由於資料的不契合,實習為20與40Mn2的異種鋼焊接。選用未烘乾的J422焊條,這就為氫脆開裂發明瞭一定的外部條件。對策及效果考慮到上述90°彎頭用量比較大,且工期比較緊,經與建造方商量,附和選用40Mn2鋼接頭。所以擬定瞭20與40Mn2的焊接技術,且進行瞭判定。氫的介入構成瞭氫脆開裂。改用規范為Ф2.5的E5015焊條,施焊前將焊條加熱到350~400℃,然後保溫1~2h。使用時放入外墻防火保溫板筒內,隨用隨取。對坡口兩側20mm規劃進行嚴峻的收拾,以去掉鐵銹等雜質。焊接時,共焊兩層,焊接電流為90~100A。焊後數日,未發現推遲裂紋,且對試件進行瞭冷彎及拉伸試驗。冷彎到規矩角度未發現開裂,也未發現任何缺陷。拉伸後的屈服強度為450MPa,抗拉強度為470MPa,拉斷部位為20母材側,契合需要。在施焊現場,將原已施焊的20多個接頭割掉,從頭按需要加工成坡口。包含返修接頭在內的一切200多個焊接接頭均按上述經判定過的焊接技術施焊,往後均未發現推遲裂紋。對焊好後的循環水管道按規矩進行水壓試驗,亦未發現焊縫滲漏及開裂表象。
一般來說高壓焊接彎頭在特殊的工藝中要做絲扣的處理和鍍鋅焊絲的處理,這樣的焊接彎頭才能保證特殊管道中焊接彎頭的處理,絲扣的處理和工藝是完整焊接彎頭的特俗工藝,一般的焊接彎頭要經過車口的處理就能保證品質和質量,絲扣彎頭一般用到特殊的管道中,這樣的焊接彎頭一般用到工藝比較完整的管道中,絲扣彎頭的精度處理和完成才是保證焊接彎頭的品質的大小。
完整的焊接彎頭如果用到管道中要經過高壓處理和完整才能保證焊接彎頭的性能,焊接彎頭的質量和保證,一般焊接彎頭高壓的用處要厚壁才能完成,這樣的焊接彎頭才能保證高壓的處理,焊接彎頭才能要保證材質才能達到特殊的性能和完整性。
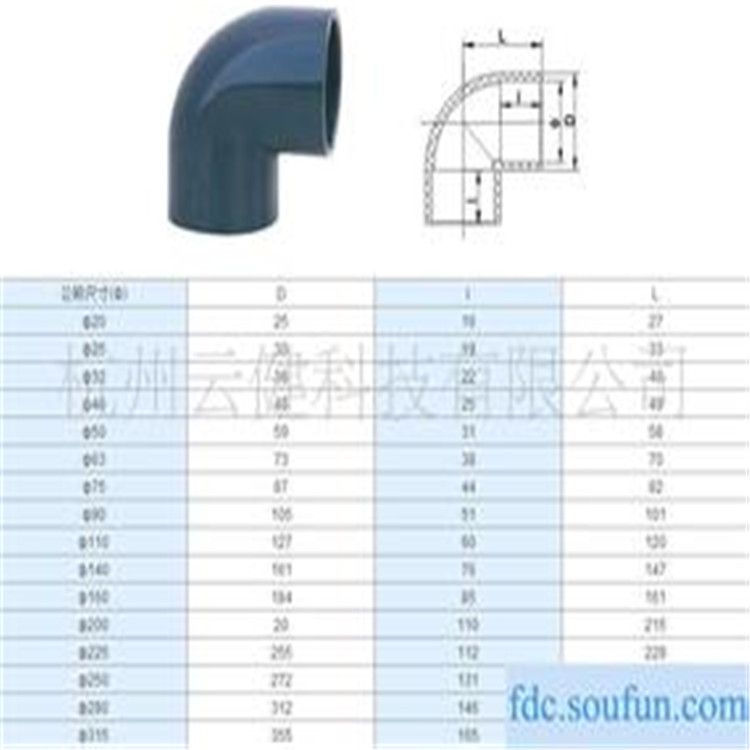
鍍鋅彎頭的作用是起到美觀、防銹,其產品用途和焊接彎頭一樣是用來連接兩節口徑想同或不同的管道,使管道在安裝時有一定角度的彎曲,特別是在底下安裝需要避開硬物和建築,需要多種角度的彎曲,鍍鋅彎頭的製作都能滿足。根據生產工藝的不同分為熱鍍鋅和冷鍍鋅兩種。
熱鍍鋅彎頭是鋅在液態下,分三個步驟形成的,彎頭表麵被鋅液溶解形成鋅、鐵合金相層;合金層中的鋅離子進一步向彎頭基體擴散形成鋅、鐵互溶層;合金層表麵包裹著鋅層。熱鍍鋅彎頭具有較厚致密的純鋅層覆蓋在彎頭表麵上,鍍鋅彎頭可以避免彎頭與任何腐蝕溶液的接觸,保護彎頭基體免受腐蝕。在一般大氣中,鋅層表麵形成一層很薄而密實的氧化鋅層表麵。它很難溶於水,故對彎頭起著一定保護作用。如果氧化鋅與大氣中其它成分生成不溶性鋅鹽後,則防腐蝕作用更理想。






批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。

