




KANCHEONG牌模內攻牙機
-引領世界模內攻牙機潮流
KANCHEONG牌模內攻牙機是采用沖床沖壓力配合模具自動進行攻牙的設備,適合連續五金沖壓模具和單沖模具使用。它是五金產品螺絲孔成型的一次革命,它打破傳統加工方法,在模具中直接攻牙。是螺絲孔加工最佳效益解決方案。
KANCHEONG牌模內攻牙機是一種內置於沖壓模具內的攻牙工具,它具有體積小,易安裝,效率高,互換性強等優點,被廣泛應用於沖壓領域,必定替代先沖壓後攻牙的傳統生產方式,是一場全新的攻牙技術革命,必定帶動沖壓行業的進一步發展。
一、 主營產品
S型
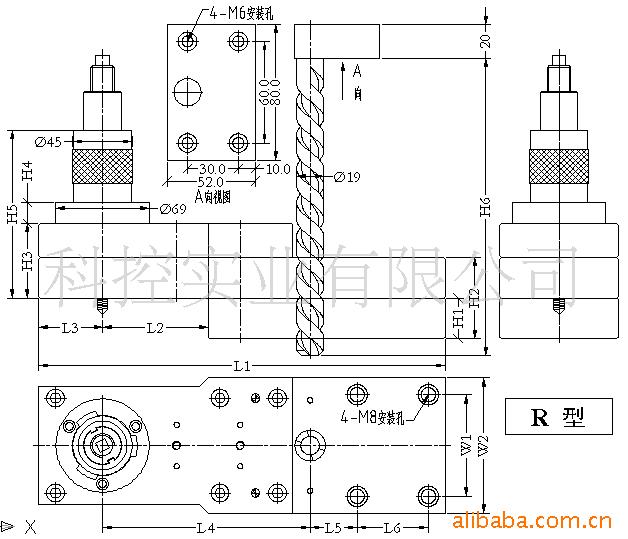
R型




L型





Z型多孔模內攻牙機,可根據客戶沖壓攻牙一體化的不同要求而專業定做非標型攻牙機。
二、在生產中使用模內攻牙機的成本分析
A、多種攻牙方式在正常工作條件下的成本比較分析
1、 每條生產線工作16h(兩班制),工人平均月工資1500計,每月工作26天,一天工作8小時,即工人7.21元/h;
2、80T沖床為例,沖床功率7.5KW/h,用電7.5度/h,照明及其輔助用電1度/h,共計8.5度/h;
3、 沖壓速度(一般速度)60S.P.M,3600件/h,57600件/天,1497600件/月;
4、 傳統攻牙方式一(手工攻牙),攻牙機功率0.5KW/h,照明及其輔助用電0.5度/h,共計1度電。
5、 手工攻牙速度800件/h,12800件/天,332800件/月;
6、 傳統攻牙方式二(振盤半自動化攻牙),攻牙機功率0.5KW/h,照明及其輔助用電1.0度/h,共計1.5度電;
7、 振盤半自動化攻牙速度1200件/h,19200件/天,499200件/月。
B、振盤攻牙與模內攻牙機的成本比較分析

C、手工攻牙與模內攻牙機的成本比較分析

三、使用模內攻牙機的優點
1、模內攻牙機將實現沖壓攻牙全自動化加工生產;
2、使用模內攻牙機節省人力、電力資源、節省傳統二次螺紋加工機器設備資源、防止漏攻;
3、更換模內攻牙機導程頭,在同一臺攻牙機上可攻出不同尺寸的螺紋;
4、模內攻牙機可方便安裝不同模具,實現產品種類多而訂單少的生產;
5、使用模內攻牙機可縮短加工時間,提高生產效率,產品螺紋精度高,訂單數量大之生產;
6、人性化的機身設計,體積小, 易安裝固定在模具內;
7、攻牙速度,可達80pcs/分鐘;
8、多向攻牙,可由上而下,由下而上攻牙;
9、模內攻牙機可根據客戶產品的要求,可攻出左旋、右旋螺紋;
10、依客戶要求提供特殊機型,攻牙機攻牙孔數無限制;
11、各廠牌絲攻均適用,公、英絲錐均可同時使用;
12、使用模內攻牙機可以降低絲錐的損壞機率;
13、KANCHEONG牌模內攻牙機可根據產品、模具要求訂制,以實現一機多孔攻牙。
四、模內攻牙機的實用范圍
那麼模內攻牙機適合裝在什麼環境下工用呢:
A、沖床及沖模條件:
1、 模內攻牙牙適合連續沖模和單沖模;
2、 適合裝在沖床滑塊行程50~350M之間的沖床上使用;
3、 沖壓速度不超過80次/分鐘。
B、攻牙能力:
1、可攻盲孔和通孔,牙深不超過10MM;
2、攻牙絲錐為擠壓絲錐;
3、攻牙范圍公制在M1~M33,英制在1-64~1/2”-20
4、 攻牙質量可通過:JIS, DIN, ANSI, ISO等質量標準;
C、適宜攻牙加工材料:
一般說塑性比較好的材料,如低碳鋼、不銹鋼、鋁及鋁合金、銅材等都可用這種方法加工螺紋。
D、機型選擇
用戶應根據什麼條件來選擇模內攻牙機機型呢?
1、用戶應根據沖壓螺紋大小來選擇攻牙機;
2、用戶應根據料帶邊緣到攻牙孔的距離選擇攻牙機
3、多孔攻牙機應根據沖壓攻牙孔沖心距及各相對位置尺寸而專業設計定做。
模內攻牙機主要由以上3種方法選擇:
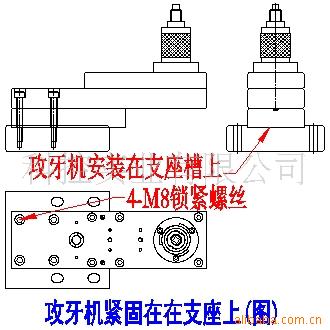
五、模內攻牙機的安裝方法
1、首先將模內攻牙機用4個M8的螺絲鎖在模內攻牙機支座上(如下圖);

2、打開沖壓模具將攻牙機鎖在沖模的安裝位置上;
A、安裝時先預鎖緊,然後在絲攻校準工具把模內攻牙機校正在正確位置
合上沖壓模具(圖)
B、精確定位後把模內攻牙機完全鎖死在沖壓模具上
C、然後把傳動螺桿插入模內攻牙機內
3、合上模具
1、找到螺桿的固定位置;
2、配置傳動螺桿的安裝位置。
3、配置好後重新合上模具,把傳動螺桿鎖緊在上模座上。
4、裝上絲攻就可開始生產。
4、安裝模內攻牙機註意要點。
1、模內攻牙機工作時傳動螺桿不能碰到沖床工作面;
2、模內攻牙機工作過程中,傳動螺桿與傳動螺桿套始終不能
六、影響模內攻牙機攻牙速度的因素
1、 需攻牙的螺紋底孔
2、 產品的攻牙深度
3、 送料機的送料角度
4、 攻牙產品的材質
5、 擠壓絲錐的品質
七影響擠壓絲錐的使用壽命因素
1、 攻牙速度
2、 攻牙的螺紋底孔大小
3、 攻牙深度
4、 送料機的送料角度及送料精度
5、 攻牙產品的材質
6、 絲錐的品質
7、 絲錐的冷卻效果
8、 模內攻牙機的正確安裝
八、模內攻牙機的日常維護
1、 攻牙機在每次生產前給螺桿及螺套加黃油
2、 攻牙頭與導程母每2小時加20#或40#機油
3、 兩個加油嘴每半天加註黃油一次
4、 3個軸孔每半天加註機油一次
九、模內攻牙機絲錐使用建議
1、技術信息-擠壓絲錐
擠壓絲錐不同於普通的絲錐,它是通過旋轉攻出螺紋在此過程中不會產生任何碎屑。在正常的條件下,擠壓絲錐比普通的絲錐成功率更高,擠壓絲錐適用於:紫銅、黃銅模鑄件、鋁、鋁合金、和其他可鍛造材料
2、擠壓絲錐的優點:
A、可以避免絲錐的損壞。由於不產生碎屑,所以不會發生堵塞。由於不是銷切式絲錐所以不會造成絲錐的磨鈍或損壞
無凹槽設計。可以增加強度,對於小直徑尤為突出;
B、更好的控制螺絲白孔的尺寸,當更換沖壓設備或操作壓力變化時,擠壓絲錐不會發生尺寸偏差,對於工作件的夾具,沖壓的螺紋孔比普通的絲錐多出50%的扭矩;
C、非穿透孔攻牙。在螺紋洞底部不會碎屑妨礙攻牙,在電鍍操作時不會由於碎屑而產生廢品;
D、絲錐的使用壽命更長,擠壓絲錐比普通絲錐強度大,所以使用壽命更長,從而節省這方面的成本;
E、更快的攻牙速度,大大提高每小時的攻牙次數。
3、使用建議
因為采用擠壓絲錐攻出來的螺紋比普通螺紋要堅固,所以如果攻牙深度達到65%時,不僅可以延長工具的使用壽命而且可以提高攻牙效率。
攻牙深度也可達到80%,不過那樣會縮短工具的使用壽命,而同時還需要增加夾具的壓力,快速的攻牙速度使得金屬板更平穩的移動,建議移動的速度不低於20米/分鐘,根據金屬材質的不同速度可以適當提高。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



