



| 品牌 | 晨皓 | 型號 | 齊全 |
| 精度 | 1 | 材質 | HT200 |
| 工作面硬度 | HB170-240 |
基本分類
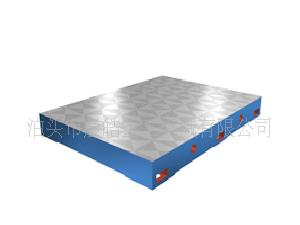
按其材質分為鋼製平板、鑄鐵平板和岩石平板。
按其結構,鑄鐵平板分為筋板式和箱體式,岩石平板分為凸緣式和無凸緣式。
按其用途分為檢驗平板、劃線平板和壓砂平板。
按其準確度級別分為00、0、1、2、3級平板,其中2級以上為檢驗平板,3級為劃線平板。
這樣的劃分進一步保證了高精度平板的工藝性能和內在質量。
比重:2970-3070kg/m3
抗壓強度:245-254kg/mm2
彈性磨量:1.27-1.47N/mm2
線膨脹係數:4.6×10—6/℃
吸水率0.13%
肖氏硬度HS70以上。
檢驗標準:用塗色法檢驗。
0級1級平板平台在每邊為25㎜平方的範圍內不少於25點。
2級平板平台在每邊為25㎜平方的範圍內不少於20點。
3級平板平台在每邊為25㎜平方的範圍內不少於12點。
平板特點
鑄鐵平板使用磨損後,可以重新修刮恢復其精度。
鑄鐵平板可用塗色法檢驗零件平面度,具有準確、直觀、方便的優點。在經過刮研的鑄鐵平板上推動表座、工件比較順暢,無發澀感覺,方便了測量,保證了測量準確度。
鑄鐵平板的鑄鐵質量和熱處理質量對平板使用性能產生較大影響:或因殘存較大內應力使工作面變形;或因不耐磨損使精度不能保持;或因刮削困難得不到數值小的粗糙度。因此使用鑄鐵平板必須注意鑄鐵材料的選擇,採用時效處理等方法消除鑄鐵平板的殘餘應力。
技術要求
1、平板工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、繡點等缺陷。
2、平板的鑄造表面應清楚型砂且平整,塗漆牢固。
3、精度等級為0級~3級的平板工作面上,直徑小於15mm的砂孔允許用相同材料堵塞,其硬度應小於周圍材料的硬度。工作面堵塞的砂孔應不多於4個,且砂孔之間的距離應不小於80mm。
4、平板應採用優質細密的灰口鑄鐵等材料製造,其工作面硬度應為170~220HB。
5、平板工作面通常採用刮削工藝。對採用刮削加工的3級平板工作面,其表面粗糙度Ra最大允許值為5μm。
6、平板應去磁和穩定性處理。
7、平板相對兩個側面上,應有安裝手柄或吊環裝置的螺紋孔(或圓柱孔),且裝置位置的設計應盡量減少因搬運而引起的變形。
8、若平板工作面上設置螺紋孔(或溝槽),其部位應不高於工作面。
其他參數
硬度為HB107-240。經過兩次人工處理(人工退長600度—700度和自然時效2—3年)使用該產品的精密穩定。耐磨性良好。
高強度鑄鐵HT200-300
100*100----3000*6000.(大於此規格的平台可以拼裝使用或圖紙定做)
按照國家標準計量檢定規程執行。分別為0。1。2。3.四個等級。
檢定平板平面度的方法和步驟
1、根據被測平板的形狀、尺寸選擇布點形式,並確定各個截面的分段數及橋板跨距:
L=l/n
式中l——被測截面長度;
L——橋板跨距;
n——分段數。
2、使用水平儀測量時,被測面調到大致處於水平位置;使用自準直儀測量時,被測線調到大致與儀器光軸平行。
3、將固有水平儀或反射鏡的橋板放在被測截面上,沿測量方向等跨距、首尾銜接地移動橋板,記取各位置讀數。
4、按分段檢定結果進行數據處理,求出平面度值。
提高方法
造型造芯是平板鑄件形成過程中的關鍵工序之一,它對鑄件的質量、製造成本、生產效率、勞動強度和環境污染等各方面都有十分重要的影響。
1、粘土砂濕砂造型工藝
多年的生產實踐表明,具有成本低、污染小、效率高、質量好等優點的射壓、氣沖造型和靜壓造型等高度機械化、自動化、高密度濕度造型工藝,將成為我國今後中、小型鑄件生產的重要發展趨勢。
2、樹脂砂造型造芯工藝
通過開發無或少污染的粘結濟、催化劑,研究與之配套的環保處理設備,廣泛應用和發展樹脂自硬砂、冷芯盒自硬工藝、溫芯盒法及殼型(芯)法。
樹脂泛造型工藝的產品鑄鐵平板,鑄鐵方箱,彎板等。
3、水玻璃砂造型造芯工藝
研究水玻璃的淨化及改性以提高其粘結性能,開發新型水玻璃砂舊砂再生回用工藝及設備,進一步推廣酯硬化水玻璃砂在中大型鑄鐵平板上的應用。
4、鑄造塗料
擴大和加強轉移塗料、表面合金化塗料的應用領域和機理研究。
鑄鐵平板在科技的不斷進步下,鑄造的方法也在不斷的改進。
誤差評定
平面度誤差是指被測實際表面對理想平面的變動量。在確定變動量大小時,理想平面相對於實際表面的具體方位起著決定性作用,因為不同方位的理想平面與實際表面上各點的距離是不同的。用於確定理想平面方位的原則如下:
1、最小條件原則用兩個平行的理想平面包容實際表面,並使兩理想平面間的距離為最小,此最小距離為平面度誤差值。
2、貼切原則用一個理想平面與實際表面相切,且與實際表面之間的最大距離為最小,此距離為平面度值
3、最小二乘方原則將一個理想平面按實際表面的趨向,置於實際表面的中部,並使實際表面上各點到理想平面的距離平方和為最小,以這個最小二乘方中心平面作為評定基面,各測點對此平面偏差中最大值與最小值之差為被測表面平面度誤差值。
4、對角線原則以通過被測表面的一條對角線而平行於另一條對角線的平面作為評定基面,各測點對此平面偏差中最大值與最小值之差為被測面平面度誤差值。
5、環線法原則利用測量閉合環的平差原理,使各被測點平差後的新位置到測量基面的距離變為各點相對於理想平面的距離。這時理想平面就是通過原點的自然水平面。
6、三點法原則規定理想平面通過實際表面上相距最遠且不在一條直線上的三點形成的平面為評定基面,以各測點距此平面偏差中最大值與最小值之差為所求被測表面的平面度誤差值。
7、最大直線度原則 以實際表面任一截面最大直線度誤差作為平面度誤差值。
聯繫人:范小姐
電話:0317-8036588 8338041 15532875862
規格 | 精度等級 | 規格 | 精度等級 | ||||||||
0級 | 1級 | 2級 | 3級 | 精刨 | 0級 | 1級 | 2級 | 3級 | 精刨 | ||
500×500 | 7 | 14 | 28 | 4000×2000 | 219 | 310 | |||||
600×400 | 7 | 14 | 28 | 4000×2500 | 228 | 340 | |||||
600×500 | 7 | 14 | 28 | 4000×3000 | 240 | 360 | |||||
800×500 | 8 | 16 | 32 | 80 | 5000×1500 | 249 | 370 | ||||
800×600 | 8 | 16 | 32 | 80 | 5000×2000 | 255 | 375 | ||||
900×600 | 8 | 16 | 32 | 80 | 5000×2500 | 264 | 390 | ||||
1000×750 | 9 | 18 | 36 | 90 | 5000×3000 | 287 | 420 | ||||
1000×1000 | 10 | 20 | 39 | 96 | 6000×1500 | 287 | 420 | ||||
1200×1000 | 20 | 39 | 96 | 6000×2000 | 293 | 430 | |||||
1500×1000 | 24 | 48 | 120 | 6000×2500 | 300 | 450 | |||||
1500×1500 | 25 | 50 | 125 | 6000×3000 | 308 | 460 | |||||
2000×1000 | 26 | 52 | 129 | 8000×1500 | 366 | 500 | |||||
2000×1500 | 56 | 140 | 8000×2000 | 370 | 520 | ||||||
2000×2000 | 60 | 152 | 230 | 8000×2500 | 375 | 530 | |||||
2500×1500 | 64 | 152 | 230 | 8000×3000 | 382 | 570 | |||||
2500×2000 | 68 | 168 | 248 | ||||||||


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。


