




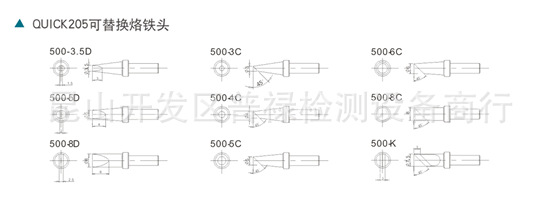
500系列刀口無鉛烙鐵頭 焊臺烙鐵咀 定製






烙鐵頭保養:
1. 進行焊接工作前 必須先把清潔海綿濕水,再擠乾多餘水份。這樣才可以使烙鐵頭得到最好的清潔效果。如果使用非濕潤的清潔海綿,會使烙鐵頭受損而導致不上錫。
2. 進行焊接工作時 以下焊接的順序可以使烙鐵頭得到焊錫的保護及減低氧化速度。
3. 進行焊接工作後 新的電烙鐵在使用前先蘸上新鮮的焊錫塗覆在烙鐵頭上,接通電源後等一會兒烙鐵頭的顏色會變,證明烙鐵發熱瞭(溫度最好調到250℃),然後用焊錫絲放在烙鐵尖頭上鍍上錫,使烙鐵不易被氧化。在使用 中,應使烙鐵頭保持清潔,並保證烙鐵的尖頭上始終有焊錫。(如果使用非控溫焊鐵,先把電源切斷,讓烙鐵頭溫度稍為降低後才上錫。)
4. 註意事項
a. 盡量使用低溫焊接 高溫會使烙鐵頭加速氧化,降低烙鐵頭壽命。溫度越高,烙鐵頭使用壽命越短,每提高20℃,烙鐵頭壽命減少一半,所以,在能滿足焊接的前提下,盡量采用低溫焊接(可選用低溫錫線);
b. 勿施壓過大 在焊接時,請勿施壓過大,否則會使烙鐵頭受損變形。隻要烙鐵頭能充份接觸焊點,熱量就可以傳遞。另外選擇合適的烙鐵頭也能幫助傳熱。
c. 經常保持烙鐵頭上錫 這可以減低烙鐵頭的氧化機會,使烙鐵頭更耐用。使用後,應待烙鐵頭溫度稍為降低後才加上新焊錫,使鍍錫層有更佳的防氧化效果。
d. 保持烙鐵頭清潔及即時清理氧化物 如果烙鐵頭上有黑色氧化物,烙鐵頭就可能會不上錫,此時必須立即進行清理。清理時先把烙鐵頭溫度調到約 250℃,再用清潔海綿清潔烙鐵頭,然後再上錫。不斷重復動作,直到把氧 化物清理為止。
e. 選用活性低的助焊劑 活動性高或腐蝕性強的助焊劑在受熱時會加速腐蝕烙鐵頭,所以應選用低腐蝕性的助焊劑。 焊接過程中使用的助焊劑,這是最直接的影響,焊料中含有鹵素越多,烙鐵頭使用壽命越短。
1)水洗型焊絲,烙鐵頭壽命短;這種助焊劑現在工廠用的非常多,
2)松香型焊絲,烙鐵頭壽命長;以前修理工最喜歡用的種類
3)免清洗型焊絲,烙鐵頭壽命最長。這種助焊劑是未來趨勢, 註:切勿使用沙紙或硬物清潔烙鐵頭,嚴禁用刀片或者金屬的東西刮烙鐵頭。
f. 把焊鐵放在焊鐵架上 不需使用焊鐵時,應小心地把焊鐵擺放在合適的焊鐵架上,以免烙鐵頭受到碰撞而損壞。
g. 選擇合適的烙鐵頭
1)選擇正確的烙鐵頭尺寸和形狀是非常重要的,選擇合適的烙鐵頭能使工作更有效率及增加烙鐵頭之耐用程度。選擇錯誤的烙鐵頭會影響焊鐵不能發揮最高效率,焊接質量也會因此而減低。
2)烙鐵頭之大小與熱容量有直接關系,烙鐵頭越大,熱容量相對越大,烙鐵頭越小,熱容量也越小。進行連續焊接時,使用越大的烙鐵頭,溫度跌幅越少。此外,因為大烙鐵頭的熱容量高,焊接的時候能夠使用比較低的溫 度,烙鐵頭就不易氧化,增加它的壽命。
3)短而粗的烙鐵頭傳熱較長而幼的烙鐵頭快,而且比較耐用。扁的、鈍的烙鐵頭比尖銳的烙鐵頭能傳遞更多的熱量。一般來說,烙鐵頭尺寸以不影響鄰近元件為標準。選擇能夠與焊點充份接觸的幾何尺寸能提高焊接效率 4)烙鐵頭有殘留的焊錫時可以手握烙鐵抦烙鐵頭在外快速敲一下桌子使多餘的焊錫抖掉(註意:是手敲工作臺麵而不是烙鐵頭或手柄);
5)烙鐵不用時及時拔掉電源,避免過熱影響烙鐵使用壽命。
焊接方法介紹:
1.將烙鐵頭放置在焊盤和元件引腳處,使焊接點升溫。
2.當焊點達到適當溫度時,及時將松香焊錫絲放在焊接點上熔化。
3. 焊錫熔化後,應將烙鐵頭根據焊點形狀稍加移動,使焊錫均勻佈滿焊點,並滲入被焊麵的縫隙。焊錫絲熔化適量後,應迅速拿開焊錫絲。
4. 拿開電烙鐵,當焊點上焊錫已近飽滿,焊劑(松香)尚未完全揮發,溫度適當,焊錫最亮,流動性最強時,將烙鐵頭沿元件引腳方向迅速移動,快離開時,快速往回帶一下,同時離開焊點,才能保證焊點光亮、圓滑、無毛刺。用偏口鉗將元件過長的引腳剪掉,使元件引腳稍露出焊點即可。
聯系方式:
Tel:(0512)57811068(803)或者 18115550015
Email:[email protected]
QQ:3449255856
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
