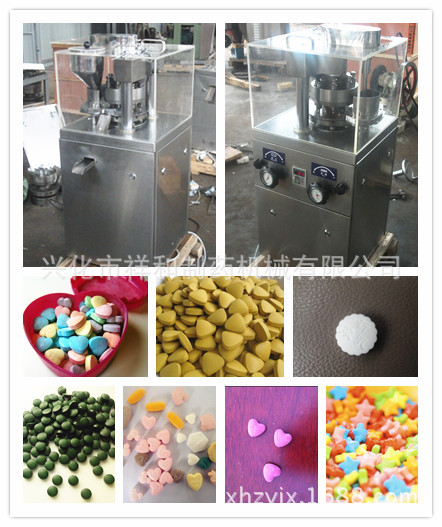
實驗室旋轉式壓片機 小型中西藥粉未壓片機 不銹鋼壓片機廠傢





實驗室旋轉式壓片機 小型中西藥粉未壓片機 不銹鋼壓片機廠傢是一種自動旋轉、連續壓片的壓片機微型化的機器,配有過載保護裝置,當壓力過載時,能自動停機。此種壓片機提高瞭片劑密度的均勻性,減少瞭裂片,松片現象。本機機器振動小,噪聲低,耗能少,效率高和片劑重量準確,是目前國內最受歡迎的一種壓片機。
主要特點:
1 生產各種圓片和異型片。
2 裝有透明玻璃的門窗,能清楚觀察壓片的狀態,可防止污染。側麵板能全部打開,易於內部清理和保養。與藥品接觸的零部件均為不銹鋼材料精密機加工製作而成,能保持表麵光澤與防止交叉污染,符合GMP要求。支撐架為鋁合金材料,上、下可以獨立拆開,便於運輸。
3 所有控製器和操作件均佈局合理。
4 采用變頻調速裝置進行電氣調速,操作方便,轉動平穩,安全準確。
5 實行機電一體化。
功能介紹
壓片機可將含粉量(100目以上)不超過10%的顆粒狀原料的壓製成4~12毫米的片劑。本機不適用於半固體、潮濕顆粒、低熔點易吸潮原料和無顆粉末壓片。
工作原理
壓片機壓片工藝流程包括過量填充、定量、預壓、主壓成型,出片等工序。本機上層的模孔中裝入上沖桿,中層裝中模,下層模孔中裝下沖桿。由傳動部件帶來的動力使轉臺旋轉,在轉臺旋轉的同時,上下沖桿沿著固定的軌道作有規律的上下運動,從而完成壓片過程。本機可連續加料、連續出片。
適用范圍
該機可將粉劑、小顆粒壓製成13毫米以下的圓形或異型片劑,片劑厚薄、壓力大小、壓片速度均可根據客戶的要求隨意調節。適合製藥、食品、化工、電子等行業使用。
製藥行業:中藥片劑、西藥片劑、營養素片
食品行業:糖果片、咖啡片、潤喉糖、巧克力豆、調味料塊
保健品行業:口含片、奶片、鈣片、蜂膠片
電子電池行業:電子元件、紐扣電池
化工行業:樟腦丸、芳香球、化肥片、蚊香片、催化劑、消毒片劑、粉餅
冶金陶瓷行業:觸媒、冶金粉末粒、陶瓷粒、金屬片
技術參數
轉臺沖模數: 9付
最大工作壓力: 40kn
最大壓片直徑: 13mm
最大壓片厚度: 6mm
最大充填深度: 15mm
電動機功率: 1.5kw
轉臺轉速: 0-30轉/分
電壓: 220V
產量: 19000片/小時
外形尺寸(長×寬×高): 600×960×1150mm
機器重量: 220kg
操作前物料的準備:
原料的處理→添加輔料→混合→製顆粒→乾燥→整粒→壓片
機器操作:
打開電箱門,合上電源開關,操作麵板上指示燈亮,按下啟動鍵,指示燈慢慢升高,速度就會慢慢加上去,如需緊急停車,按一下“stop”鍵,壓片機就會立即停止運行。在壓片結束後,打開電箱門,切斷電源。
操作技巧
1 壓片機在使用前必須將全部油杯、油孔和摩擦麵加上潤滑油,並空車運轉使各摩擦麵佈滿油膜,延長機器使用壽命。
2每班前和每次調班後都須空機試壓,無問題後再開電動壓片,這樣可延長模具的使用壽命。
3片型(模具)的選擇:壓片機模具的上、下沖的工作端麵形成片劑的表麵形狀,中模孔徑即為藥片的直徑。正確地選擇片型是壓片沖模成功的第一步。例如咀嚼片對硬度要求較高,且能方便咀嚼,大多選用斜邊型的平片;需要薄膜包衣的可選擇淺凹形的。中藥片因其原料中無粘合劑及潤滑劑,要求壓片時壓力要大,片型以淺凹的為好。含糖量大的片劑,片型設計以淺凹或平麵為佳。中模可使用合金鋼或硬合金。深凹型的片型沖模容易損壞,盡量少采用。
4 更換模具時,如果中模不下去,可用與上模同等大小的棒棍輕輕將中模敲打下去。
5 在壓片過程中須經常檢查藥片質量(片重、硬度、表麵光潔度等),及時調整。
6若壓製礦物、植物纖維含量大、大片徑、粘性差的物料,宜采用低速壓片。最高速度一般不超過25轉/分。反之,如果壓製粘性、流動性好、小片徑、易成的顆粒,可以選擇較高速度。
7 模具保存方法:清潔乾凈後,塗上一層食品級潤滑油(機油,食用油都可以),放入專門的保護盒內或沖模儲存盒中,置於架上,應標明規格尺寸,放在架上保存。
8 壓片室操作或不操作時,用有機玻璃封閉,防止污染。
9 每天使用完畢後應將剩餘粉粒取出,擦清機器各部。若停用時間較長,則須拆下沖模,將機器各磨擦麵。工作麵擦凈,塗以防銹油,罩上防塵衣;沖模應擦凈後浸入油中保存。
註意事項
1 初次使用前應對照機器實物仔細閱讀說明書,然後再使用。
2 操作時不得將手或其它工具接觸壓片室。
3 物料中不得含有金屬或固體物質,以免損壞模具。
4 更換模具時,應關閉電源。
5 當機器聲音不正常時,應關閉電源再進行檢查。
6 機器長時間不操作時,應將模具卸下來,進行單獨保存。
7壓片前的配料製粒工藝對壓片有很大的影響。如藥料和滑料、填料、粘結劑等輔料的配方製粒的情況(粉子的狀況、顆粒松緊、粉粒的比例、含水量等),都直接影響藥片量。並往往由於配料製粒不當而不能成片,甚至損壞機器。因此,本機器不能用於將半固體的或潮濕的或無顆粒極細粉子的壓片。在使用中若發現壓力已調得相當大仍壓不成片或雖壓成片但出現過於疏松、起層、碎片、麻點、掉粉等現象。就應從配料等方麵找出原因、加以解決。切不可一味調整加大壓力,以至損壞機器。此外,有些藥料壓出的藥片硬度雖然不大,但具有一定的韌性,其搞摔搞城性並不差(通常以從1-1.2米高度掉在地麵不碎即可),因此應以滿足運輸保管的要求為度不要單從硬度著眼,以免壓片壓力過大,損壞機器。
常見故障及解決方法
1 上下壓輪軸相竄動:
原因:壓輪軸斷油磨損。
解決:磨損輕微,修復後加油;磨損嚴重,立即更換。
2 上軌道磨損:
原因:①斷油產生乾磨,導致軌道損壞;②釉質不好;③粉塵太多,產生吊沖,導致上軌道磨損
解決:①輕度損壞應及時修復,損壞嚴重應調換。②軌道與沖桿間的潤滑隻能選擇機油潤滑,可選用30#齒輪油或空壓機油,開機前用刷子塗一次。③應改變製粒工藝,保證顆粒含量(00目以上)超過10%。
3 片重差異超標:
原因:①加料器磨損或安裝不對;②沖模問題
解決:①加料器磨損請調換。若安裝不當,及時調整;②檢查上下沖桿總長,如超出公差范圍,則停止使用。








批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。