托輥
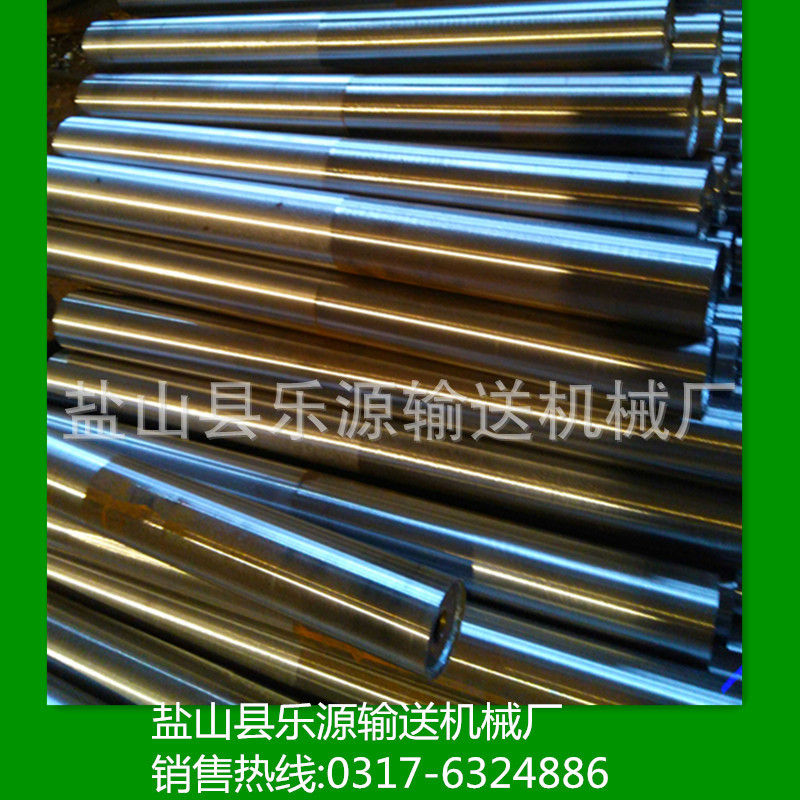
輥筒
托輥

輥筒
三聯托輥
輸送帶








- 5人研發
- 36人技術
- 78人普通
- 23人售後
- 10人售前咨詢

- 件/年打樣數量
- 件/年接單數量




- 鋼管代理







 檢測設備
檢測設備 檢測設備
檢測設備 檢測設備
檢測設備
鹽山縣樂源輸送機械廠
聯系人:齊經理
銷售熱線:0317-6324886/6329828
QQ:982116141
-

摩擦托輥 緩沖托輥 不銹鋼托輥 包膠滾筒









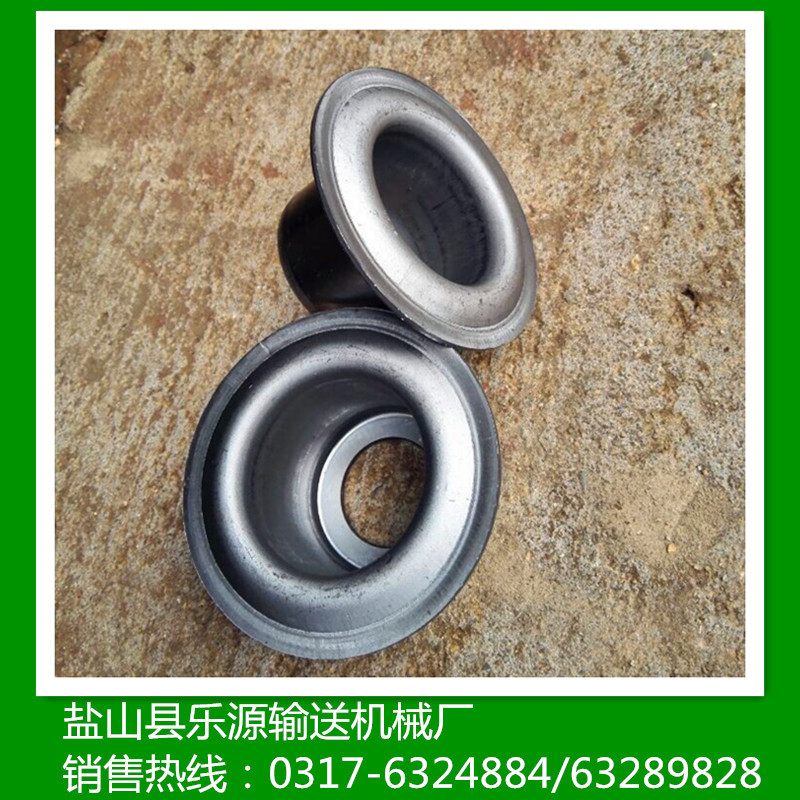
![162544101832[1]](https://cbu01.alicdn.com/img/ibank/2015/879/473/2520374978_1809375682.jpg)


沖壓軸承與鑄件、鍛件相比,具有薄、勻、輕、強的特點。沖壓可製出其他方法難於製造的帶有加強筋、肋、起伏或翻邊的工件,以提高其剛性。由於采用精密模具,工件精度可達微米級,且重復精度高、規格一致,可以沖壓出孔窩、凸臺等。
沖壓軸承一般不再經切削加工,或僅需要少量的切削加工。熱沖壓件精度和表麵狀態低於冷沖壓件,但仍優於鑄件、鍛件,切削加工量少。
沖壓是高效的生產方法,采用復合模,尤其是多工位級進模,可在一臺壓力機上完成多道沖壓工序,實現由帶料開卷、矯平、沖裁到成形、精整的全自動生產。生產效率高,勞動條件好,生產成本低,一般每分鐘可生產數百件。
沖壓主要是按工藝分類,可分為分離工序和成形工序兩大類。分離工序也稱沖裁,其目的是使沖壓件沿一定輪廓線從板料上分離,同時保證分離斷麵的質量要求。成形工序的目的是使板料在不破坯的條件下發生塑性變形,製成所需形狀和尺寸的工件。在實際生產中,常常是多種工序綜合應用於一個工件。沖裁、彎曲、剪切、拉深、脹形、旋壓、矯正是幾種主要的沖壓工藝。
沖壓用板料的表麵和內在性能對沖壓成品的質量影響很大,要求沖壓材料厚度精確、均勻;表麵光潔,無斑、無疤、無擦傷、無表麵裂紋等;屈服強度均勻,無明顯方向性;均勻延伸率高;屈強比低;加工硬化性低。





沖壓軸承與鑄件、鍛件相比,具有薄、勻、輕、強的特點。沖壓可製出其他方法難於製造的帶有加強筋、肋、起伏或翻邊的工件,以提高其剛性。由於采用精密模具,工件精度可達微米級,且重復精度高、規格一致,可以沖壓出孔窩、凸臺等。
沖壓軸承一般不再經切削加工,或僅需要少量的切削加工。熱沖壓件精度和表麵狀態低於冷沖壓件,但仍優於鑄件、鍛件,切削加工量少。
沖壓是高效的生產方法,采用復合模,尤其是多工位級進模,可在一臺壓力機上完成多道沖壓工序,實現由帶料開卷、矯平、沖裁到成形、精整的全自動生產。生產效率高,勞動條件好,生產成本低,一般每分鐘可生產數百件。
沖壓主要是按工藝分類,可分為分離工序和成形工序兩大類。分離工序也稱沖裁,其目的是使沖壓件沿一定輪廓線從板料上分離,同時保證分離斷麵的質量要求。成形工序的目的是使板料在不破坯的條件下發生塑性變形,製成所需形狀和尺寸的工件。在實際生產中,常常是多種工序綜合應用於一個工件。沖裁、彎曲、剪切、拉深、脹形、旋壓、矯正是幾種主要的沖壓工藝。
沖壓用板料的表麵和內在性能對沖壓成品的質量影響很大,要求沖壓材料厚度精確、均勻;表麵光潔,無斑、無疤、無擦傷、無表麵裂紋等;屈服強度均勻,無明顯方向性;均勻延伸率高;屈強比低;加工硬化性低。




- 110人員工
- 15人技術
- 30人銷售
- 10人售後
- 55人普通

- 1000件/年打樣數量
- 100000件/年接單數量

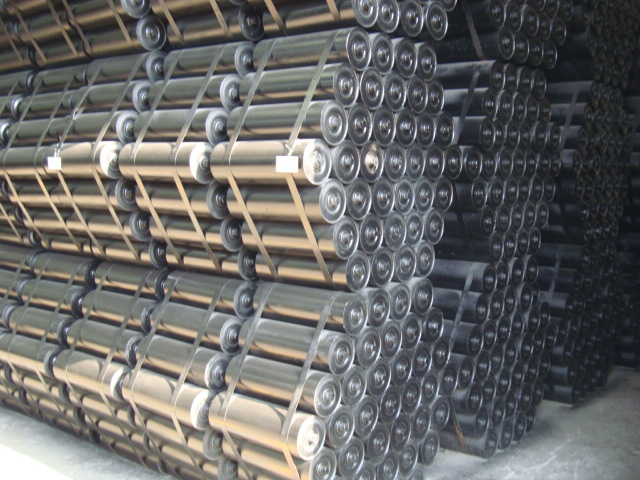
 三聯托輥
三聯托輥 皮帶機滾筒
皮帶機滾筒 平行托輥
平行托輥


鹽山縣樂源輸送機械廠位於中國最大的管道裝備製造基地,緊靠205國道,東臨渤海,西臨滄州,緊靠京,津,魯,滬高速,地理位置優越,交通便利,是你購買產品的最佳基地。
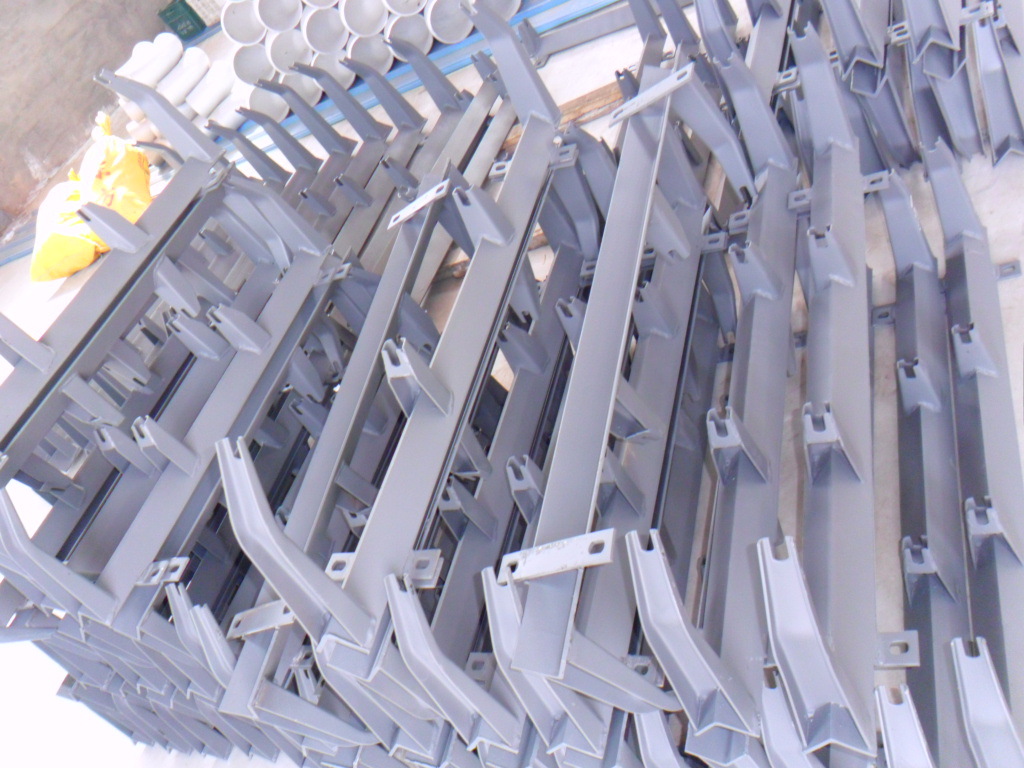
我公司專業生產TD75型、DTⅡ型、QD80型、DX型托輥,輥子,槽型托輥、平行托輥、調心托輥、緩沖托輥、錐型托輥、摩擦托輥、腰鼓托輥、橡膠緩沖托輥、螺旋托輥、梳型托輥組連托輥、V型托輥、支架、改向滾筒、傳動滾筒、包膠滾筒、軸承座、密封、卡簧、邊支柱、中支柱、逆止器、空段、彈簧清掃器、聯軸器、主機大架等輸送機配件,皮帶秤托輥,支架,滾筒,鋁托輥、不銹鋼彎頭、不銹鋼法蘭、不銹鋼三通、不銹鋼異徑管(大小頭)、不銹鋼翻遍、不銹鋼加強管、不銹鋼四通等管道配件
公司堅持薄利多銷的原則,誠邀全國各地新老客戶參觀,考察。
公司宗旨:做有德商人、賺友善利潤以信譽贏得市場靠技術贏得創新
產品保證:保證產品合格率達到100%
聯系人:齊經理
銷售熱線:0317-6324886/6329828
QQ:982116141





批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。