



















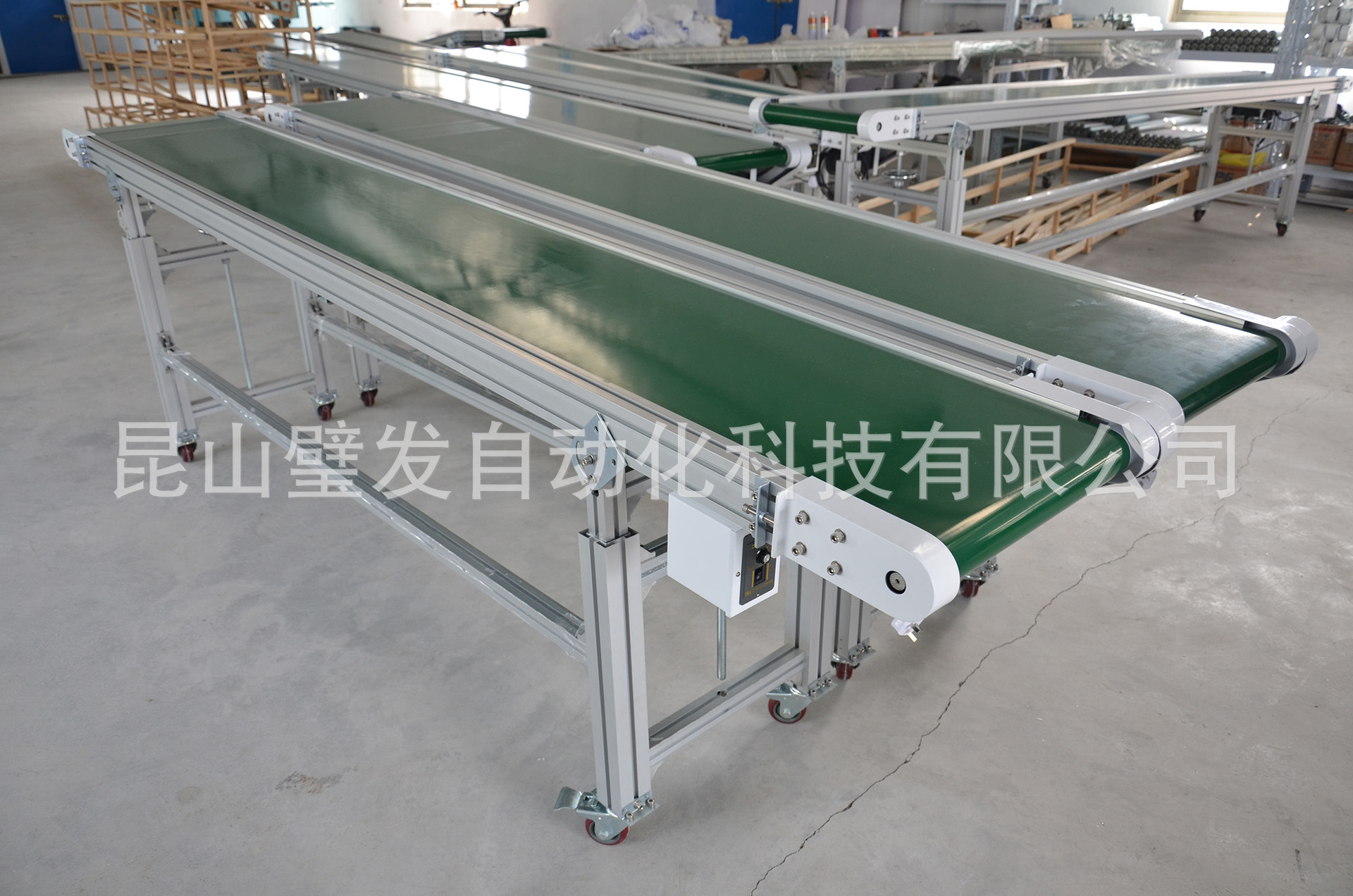









可升降輸送線
說明
1、輸送線(內部己放置固定所需預埋螺母)
2、升降調節可移動式腳架(己放置固定所需預埋螺母與螺桿)
3、橫梁(己放置固定所需角件、預埋螺母與螺桿)
輸送線常見問題與解決方法
A、輸送帶在設備上某一部位單方跑偏
(1)、輸送機架彎曲所致,應檢查彎曲部位,調整直線度和水平度。
(2)、跑偏部位以前的幾個托輥與輸送帶運行方向不垂直,應加以調節。
(3)、托輥上有塊狀附著物。需及時清除並安裝刮板和其他清掃裝置。
(4)、托輥轉運不良、需搞好保養,加強潤滑。
(5)、輥筒的中心偏移或粘有物料,要調整輥筒中心、安裝刮板、去掉塊狀附著物。
(6)、投料裝置位置不合適,需校正投料裝置的位置。
B、輸送帶的特定部位在機體全長范圍上跑偏
(1)、輸送帶接頭彎曲,應修理接頭,改善接頭附近帶體直線度。
(2)、輸送帶本身直線度不足,使用自動調中心輥(局部的輕微直線度不足在負載轉數日
適應後能自行校正,少數情況下,需要修正或修理),最好安裝在靠近尾輪返回一側,以使物料在中央部位運載。
C、輸送帶全體跑偏
(1)、輸送機機架彎曲,應檢查調整輸送機全長范圍的直線度和水平度。
(2)、物料裝載位置不正,即物料塊在輸送帶上左右不均,重量不平衡,應改進投料位置。
(3)、有時跑偏,有時不跑偏,一般是由於風的原因引起的,應安裝防風罩和自調中心輥。
(4)、一側托輥下降所致。應把左右托輥調到一個高度。
D、輸送帶運行不平穩(不固定跑偏)
輸送帶比較硬,使用初期成槽性不好導致跑偏,一般是使用數日之後即能消除;若使用長時間後仍有此現象,則應該安裝自動調中心輥,不可調正時需更換輸送帶。
E、上覆蓋膠出現劃傷、撕裂、剝離、異常磨損等現象。
(1)、擋板長度不足所致,應將擋板長度調整放長,直到輸送帶上的物料穩定為止。
(2)、檔板開檔不合適所致。檔板開檔應該是輸送帶寬度的2/3-3/4,塊狀物料時應窄一些。擋板最好呈扇形(開口順著運行方向),並能調整開度大小。
(3)、輸送帶和擋板的間隔不合適。先把擋板的輸送帶運行方向一側與輸送帶相觸,之後慢慢加大間隔到適當位置,以減少擋板對輸送帶的磨損。
(4)、擋板的材質不合適。擋板材質過硬,或者使用舊輸送帶而帆佈露出,以致直接與輸送帶接觸,應選用合適的橡膠擋板。
(5)、投料方向不合適,即物料落下的方向與輸送帶運行方向不同,以致產生橫向力,使輸送帶跑偏或受磨損加劇,應調整落料方向。
(6)、物料的落料角度和落差不合適所致。應減少角度,使物料落在輸送帶上不彈跳。落差大而輸送帶受到很大沖擊時,應采取措施,以降低投料時的速度。
(7)、物料的落料速度不對所致,由於物料的落料速度和輸送帶的速度調整得不好,物料落在輸送帶上的瞬間打滑,由此磨損上蓋膠時,要調整落料速度,使之與輸送帶速度一致。
(8)、下托輥粘有物、,不轉動或沒調整好,上蓋膠異常磨損,應采取如下幾種方法:安裝清掃器、清洗輸送帶、在返回輥上安裝橡皮套、修理或更換返回輥。
F、非工作麵附蓋膠嚴重磨損
(1)、托輥及輥筒表麵狀態不良所致。托輥和輥筒破損、有附著物,需要修理,必要時安裝消除附著物的擋板。
(2)、托輥轉動不良,應搞好維修,加強潤滑。
(3)、成槽托輥過於傾斜。應加以調整使之與輸送帶方垂直,誤差不超過2度。
(4)、輸送帶在驅動輥筒上打滑。應檢查張力是否正常,並適當加大張力。另外,為瞭防止打滑,在驅動輥筒上包橡膠或使用壓緊輥筒來增大包角。
G、輸送帶的邊緣損傷
(1)、輸送帶邊膠在輥筒或機架上過度磨擦或彎曲所致。檢查輸送帶是否跑偏,並進行修理。
(2)、頭部輥筒前的第一成槽托輥離頭部輥筒過近或過高所致,需調整托輥位置。
H、輸送帶伸長過長這是張力過大所引起的
(1)、盡量減少張緊負荷;
(2)、用膠麵滾筒或增加包角,以改善驅動效率,減少張力。
(3)、使托輥轉動良好,盡量減少輸送帶運行時的負荷
(4)、用同一速度,但減少輸送量。
(5)、不改變輸送量而加大輸送帶速度;
普通輸送線
說明
1、輸送線(內部己放置固定所需預埋螺母)
2、升降調節可移動式腳架(己放置固定所需預埋螺母與角件)
3、橫梁(己放置固定所需角件、預埋螺母)
輸送線常見問題與解決方法
A、輸送帶在設備上某一部位單方跑偏
(1)、輸送機架彎曲所致,應檢查彎曲部位,調整直線度和水平度。
(2)、跑偏部位以前的幾個托輥與輸送帶運行方向不垂直,應加以調節。
(3)、托輥上有塊狀附著物。需及時清除並安裝刮板和其他清掃裝置。
(4)、托輥轉運不良、需搞好保養,加強潤滑。
(5)、輥筒的中心偏移或粘有物料,要調整輥筒中心、安裝刮板、去掉塊狀附著物。
(6)、投料裝置位置不合適,需校正投料裝置的位置。
B、輸送帶的特定部位在機體全長范圍上跑偏
(1)、輸送帶接頭彎曲,應修理接頭,改善接頭附近帶體直線度。
(2)、輸送帶本身直線度不足,使用自動調中心輥(局部的輕微直線度不足在負載轉數日適應後能自行校正,少數情況下,需要修正或修理),最好安裝在靠近尾輪返回一側,以使物料在中央部位運載。
C、輸送帶全體跑偏
(1)、輸送機機架彎曲,應檢查調整輸送機全長范圍的直線度和水平度。
(2)、物料裝載位置不正,即物料塊在輸送帶上左右不均,重量不平衡,應改進投料位置。
(3)、有時跑偏,有時不跑偏,一般是由於風的原因引起的,應安裝防風罩和自調中心輥。
(4)、一側托輥下降所致。應把左右托輥調到一個高度。
D、輸送帶運行不平穩(不固定跑偏)
輸送帶比較硬,使用初期成槽性不好導致跑偏,一般是使用數日之後即能消除;若使用長時間後仍有此現象,則應該安裝自動調中心輥,不可調正時需更換輸送帶。
E、上覆蓋膠出現劃傷、撕裂、剝離、異常磨損等現象。
(1)、擋板長度不足所致,應將擋板長度調整放長,直到輸送帶上的物料穩定為止。
(2)、檔板開檔不合適所致。檔板開檔應該是輸送帶寬度的2/3-3/4,塊狀物料時應窄一些。
擋板最好呈扇形(開口順著運行方向),並能調整開度大小。
(3)、輸送帶和擋板的間隔不合適。先把擋板的輸送帶運行方向一側與輸送帶相觸,之後慢慢加大間隔到適當位置,以減少擋板對輸送帶的磨損。
(4)、擋板的材質不合適。擋板材質過硬,或者使用舊輸送帶而帆佈露出,以致直接與輸送帶接觸,應選用合適的橡膠擋板。
(5)、投料方向不合適,即物料落下的方向與輸送帶運行方向不同,以致產生橫向力,使輸送帶跑偏或受磨損加劇,應調整落料方向。
(6)、物料的落料角度和落差不合適所致。應減少角度,使物料落在輸送帶上不彈跳。落差大而輸送帶受到很大沖擊時,應采取措施,以降低投料時的速度。
(7)、物料的落料速度不對所致,由於物料的落料速度和輸送帶的速度調整得不好,物料落在輸送帶上的瞬間打滑,由此磨損上蓋膠時,要調整落料速度,使之與輸送帶速度一致。
(8)、下托輥粘有物、,不轉動或沒調整好,上蓋膠異常磨損,應采取如下幾種方法:安裝清掃器、清洗輸送帶、在返回輥上安裝橡皮套、修理或更換返回輥。
F、非工作麵附蓋膠嚴重磨損
(1)、托輥及輥筒表麵狀態不良所致。托輥和輥筒破損、有附著物,需要修理,必要時安裝消除附著物的擋板。
(2)、托輥轉動不良,應搞好維修,加強潤滑。
(3)、成槽托輥過於傾斜。應加以調整使之與輸送帶方垂直,誤差不超過2度。
(4)、輸送帶在驅動輥筒上打滑。應檢查張力是否正常,並適當加大張力。另外,為瞭防止打
滑,在驅動輥筒上包橡膠或使用壓緊輥筒來增大包角。
G、輸送帶的邊緣損傷
(1)、輸送帶邊膠在輥筒或機架上過度磨擦或彎曲所致。檢查輸送帶是否跑偏,並進行修理。
(2)、頭部輥筒前的第一成槽托輥離頭部輥筒過近或過高所致,需調整托輥位置。
H、輸送帶伸長過長這是張力過大所引起的
(1)、盡量減少張緊負荷;
(2)、用膠麵滾筒或增加包角,以改善驅動效率,減少張力。
(3)、使托輥轉動良好,盡量減少輸送帶運行時的負荷
(4)、用同一速度,但減少輸送量。
(5)、不改變輸送量而加大輸送帶速度;


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
