




泰州越吳船業有限公司是帆船船模、貢多拉、畫舫船、龍舟、農用小木船、歐式木船、烏篷木船、休閒觀光木船等產品專業生產加工的公司,擁有完整、科學的質量管理體系。泰州越吳船業有限公司的誠信、實力和產品質量獲得業界的認可。歡迎各界朋友蒞臨參觀、指導和業務洽談。
2008年6月,竹泓“木船製作技藝”被列為國傢級非物質文化遺產。本公司是一傢集科研、設計、製造、銷售及售後服務於一體的現代化企業,專業生產畫舫船、貢多拉船、烏篷船、海盜船、歐式船、旅遊觀光船、裝飾船、龍舟船、影視道具船,木屋、木亭、風車等木製品以及各類遊艇玻璃鋼船。公司立足於博大精深的中國傳統文化,放眼未來遊船製造趨勢,依托精良的技術工藝,雄厚的經濟實力,不斷開拓創新,已成為遊船製造領域中展翅高翔的雄鷹。


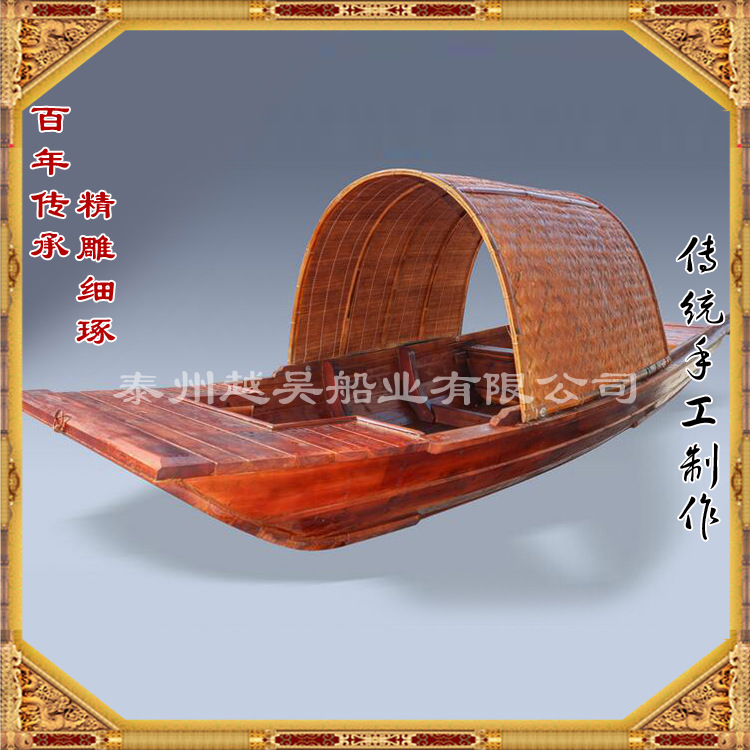

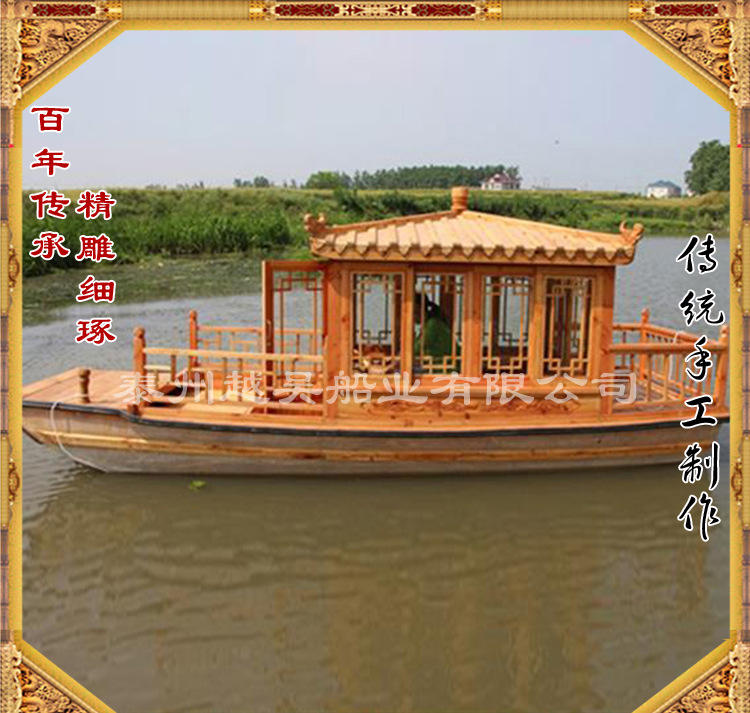
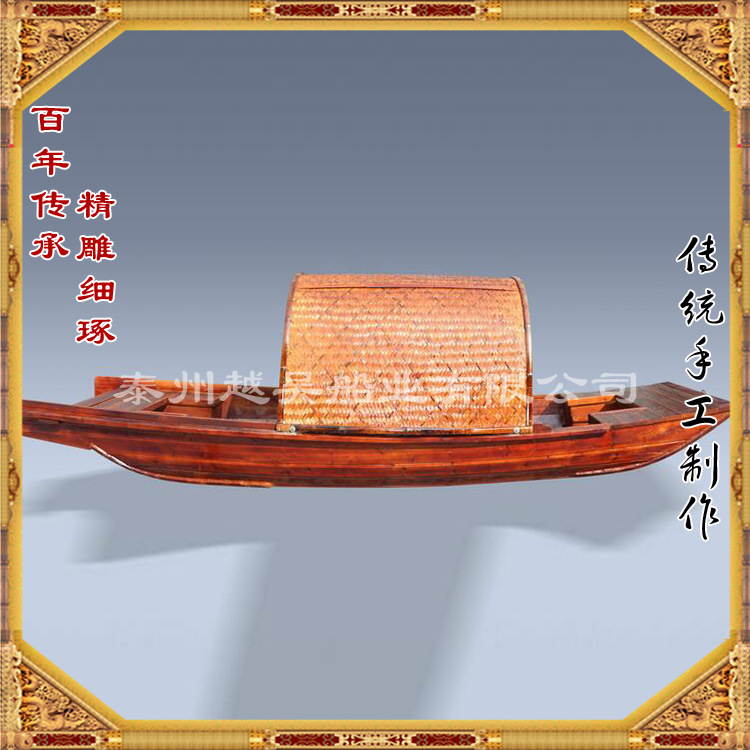
- 名稱: 旅遊觀光船—烏篷木船
- 品牌: 越吳
- 貨號: CF-204
- 顏色: 原木色
- 產品指數
- 板材指數:超厚 厚常規薄
- 防腐指數:C1C2 C3C4C5
- 船舶類型:客船服務類船特殊船貨船
- 產品特點
越吳木船均為純手工操作,工序繁復,製作過程中沒有圖紙,全憑造船師傅的眼光和經驗。由與勞動強度大,工時耗費多,利潤較薄,現在專業從事此項工作的專業木工匠人已不足80人,這項百年傳統工藝製作,已經麵臨著隨時消亡的危險,急需保護搶救。
烏篷船船製作需要經歷數十道復雜工序:
1.木料選擇:釘木船要選擇天然老齡杉木,一般選擇無皮的湖南深山材,這種木材材質好、韌性強,所造之船浮力大、能載重、輕巧靈敏而又堅固耐用。
2.配料斷料:斷料配料的尺寸依船體結構而定,以丈八小船為例:中艙六尺,艙口寬為四尺,船底寬應為二尺五寸,船幫高應為一尺三寸;大船、小船板厚都有一定的慣例;丈二到丈八的小船一般用 10 —— 14 公分的木料,然後具體尺寸斷開以備用。
3.破板:從前沒有電鋸,全靠手工拉鋸,電鋸破板,依據所釘船隻的大小確定板的厚度,一般大船板厚三公分半左右,小船板厚二公分半左右。
4.創板:破板後,須用粗、細刨將鋸麵刨光,一般先用電刨打底,再用木刨加工,按實際需要的長度、寬度、厚度、角度做成合用的板材。
5.拼版:拼板時,須先放好釘眼。要註意“長縫不對短縫”,這與砌墻是同一個力學原理,然後將打好釘眼的木板用摻釘(一種大頭尖尾的鐵釘)拼接成船邦、船底和隔艙板。
6.投船:一般是先將中艙底板與前後隔艙板進行連接;然後用麻繩、扒箍、拉夾、盤頭、走趨、尖頭剎等工具將船頭和船艄拉緊,與前後擋浪板連接,中間用 “ 爬頭釘 ” 、 “ 扁頭釘 ” 咬緊木頭,並用各種鋦加固接合部,使船的各部分形成一個整體。
7.打麻:這道工序對技術的要求非常高,船是否漏水這是關鍵的一步,卷好的麻絲要“三進三出”,最終和“油石灰”一起打碎在船縫中,最後還要用“灰齒”將每道縫括平。
8.油船:油船分“上底油”、“罩麵油”“打曬油”三種。不僅新船下水前要上油,要使木船的使用壽命長,正常要三四年上岸修理上油一次,最好每年一次——這樣,最好的木船能用五、六十年。
9.下水:新船油好經過一段時間,等桐油完全乾透後就可以下水瞭,新船下水不亞於農村砌屋“上梁”——船頸頭要披紅掛綠插金花,擋浪板上要刻福字、雕龍眼;還要點香紙蠟燭、“六隻眼”敬菩薩;這個程序俗話叫“吉水”——客戶要給釘船師傅“包封兒”,釘船師傅要替客戶“說合子”。
聯系方式:18912091111 電 話:0523-83589008 傳真:0523-83751007 地 址:泰州市興化竹泓鎮興泓路 |



一、傳統木船的歷史
中國造船歷史悠久,傳統造船技術在很長一段歷史時期都處於世界領先水平,水密艙、平衡舵、鐵釘、指南針等,都是中國傳統造船技術的重大發明和應用。廣東、湖南、江蘇等地木船製造工藝成熟,其中,江蘇興化市的竹泓鎮地處蘇中裡下河地區,是有名的“鍋底窪”,這裡的群眾生活、出行、勞作等一切活動都離不開船,千百年來,已形成精湛獨特的木船製造工藝。清朝末年至近代,是興化竹泓鎮傳統木船製造工藝的成熟、興盛期。20世紀80年代以來,興化市竹泓鎮的工匠們在傳承傳統木船製造工藝的基礎上不斷創新,技藝更加精良,並有瞭新的發展。目前,全鎮專業從事木船生產的工匠近70人、50餘戶,年產各類小木船近4000條,廣泛應用於農業生產、漁業生產、交通運輸、城市景區、觀光旅遊等領域,產品行銷全國10多個省、市,每年多有部分產品銷售到國外多個國傢。
二、製作木船的基本工具
製作木船的器具主要有大鋸、大料鋸、狹條鋸、木尺、角尺、墨鬥、劃齒、斧頭、牽鉆、手鉆、槽刨、短刨、粗刨、滾刨、長刨、送釘、分鑿、鈍口鐮鑿、快口鐮鑿、灰齒、碼口、斜剎、盤頭、拉夾、扒箍、麻繩、千斤夾鉗、斫凳、灰臼、鐵釘、鐵鋦等40餘件。
三、木船製作的主要原料
傳統木船製作主要以老齡杉木為主要原料,製造沿海捕撈生產的海船等大船也選用部分桑樹、榆樹,輔以鐵釘、麻絲、鐵釘、桐油等。
四、傳統木船製造技術
木船在製造過程中的生產工藝采用純手工操作。主要造船工序主要分9個部分:1.選料、備料2.斷料、配料3.破板4.分板5.拼板6.投船7.打麻、填灰8.油船9.下水。
傳統木船製造工藝工序多,且環環相扣,工藝難度大。興化木船船體輕盈、小巧、靈活、美觀,可用於農業生產、漁業生產、觀光旅遊等多個領域。
(一)傳統小木船的結構介紹:
船殼,木船外殼板的統稱。
外殼板由底板、舭板、身板、前後搪浪板和甲板構成,內部由骨架支撐,是船體的基本組成部分。水密的船殼可保證船的浮性。由骨架支撐的船殼承受總縱彎曲、水壓力、波浪沖擊力和外部碰撞及摩擦力。因此,對材料的規格、質量、強度和建造工藝都有嚴格要求。如平行板料之間用釘鋦拼合,板料長度不足時采用同口搭接,最後用油灰、麻絨捻縫,以保證船殼的強度和密度。
(二)傳統木船製作工藝介紹:
整個造船工序主要分九個部分。
1、選料、備料。釘木船要選擇天然的老齡杉木,此木材材質結實、有韌性,所造之船吃水淺、浮力大,能載重,輕巧靈敏而且比較堅固耐用。
2、斷料、配料。斷料配料的尺寸依船體大小而定,以丈八小船為例:中船六尺,艙口寬為四尺,船底寬應為二尺五寸,船幫高應為一尺三寸;船板寬度都有一定的慣例;丈二到丈八的小船一般用10—14公分的木料,然後按具體尺寸斷開以備用。船體一般分由船底、船幫和橫梁構成的船頭、中艙和船艄三段,船的大小不一,斷料尺寸比較有講究。
3、破板。圓木料斷料後,第一步就是破板。從前沒有電鋸,全靠手工拉鋸,先用墨鬥和劃齒按實際需要的厚度劃線、彈線,然後架馬拉鋸破板。現在全用電鋸破板,依據所定船隻的大小確定板的厚度,一般大船板三公分半左右,小船板二公分半左右。
4、分板。破板後,須用粗、細刨將鋸麵刨光,一般先用電刨打底,再用木刨加工,再按實際需要的長度、寬度、厚度、角度做成成品板材。
5、拼板。拼板時,須先放好釘眼。要註意“長縫不對短縫”,這與砌墻是同一個力學原理,過去沒有電鉆,全憑人工拉鉆打眼,打好釘眼的板料用摻釘(大頭小尾的鐵釘)拼接成船幫、船底、隔艙板之後就可以投船瞭。
6、投船(組裝)。投船的程序一般是先將中艙底板與前後隔艙板連接。然後用麻繩、扒箍、拉夾、盤頭、走趨、尖頭剎等工具將船頭和船艄拉緊,與前後搪浪板連接,間用“爬頭釘”、“扁頭釘”咬緊木頭,並用各種鋦加固結合部,使之牢不可破。
7、打麻、填灰。打麻這道工序對技術的要求非常高,船是否漏水這是關鍵的一步,卷好的麻絲要“三進三出”,最終和“油石灰”一起打碎在船縫中,再用灰齒將每道縫括平。打麻、填灰的工序分為五步:第一步是輾灰;第二步是填灰;第三步是捻灰;第四步是打麻;最後一道工序是封口。
8、油船。油船是船板防腐、保證船體經久耐用的主要方法,共分為三道工序:一是上底油;二是罩麵油;三是打曬油,尖頭船,如貢朵拉要雕刻等油好後還要加底漆和麵漆。不僅是新船下水前要上油,要使木船的使用壽命長,正常要三四年上岸修理上油一次,最好每年一次,這樣,質量高的木船能用四五十年。
9、下水。新船油好經過一段時間,等桐油完全乾透後就可以下水瞭,新船下水不亞於砌屋“上梁”,船工頸頭同樣披紅掛綠插金花,搪浪板上要刻福字、雕龍眼,點香紙蠟燭放鞭炮敬菩薩等。
五、木船的保養工作
選擇上等桐油,在天氣晴朗的日子,將船抬到岸上,支在大作凳子上。先擦洗乾凈,用桐油混合麻絲,堵住洞眼,塞住稀疏的船縫隙,再刷兩遍桐油,保養一下,舊船就換上瞭新顏。



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。