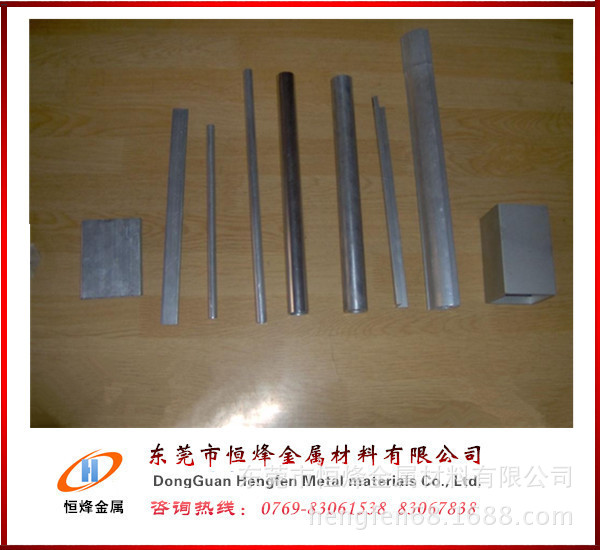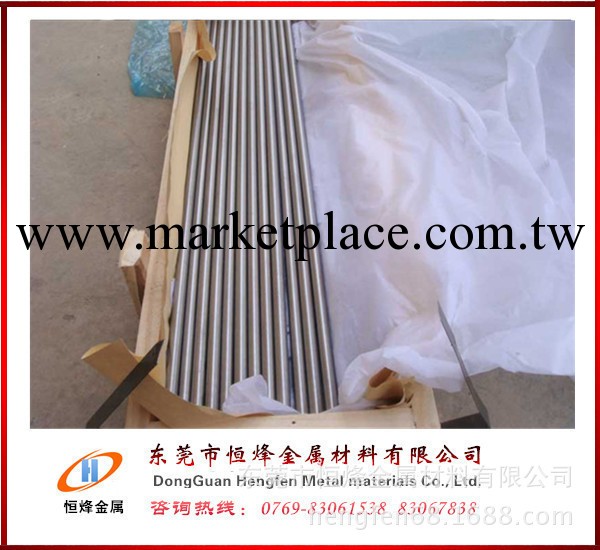





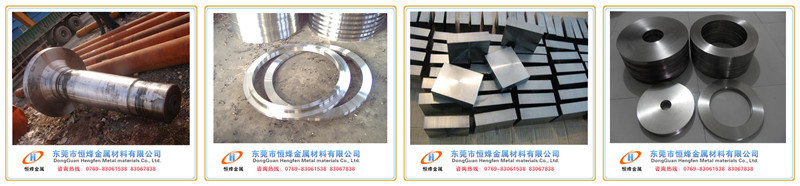
產品名稱:高強度耐磨T10鋼材 鍛打材料(國標/撫順)
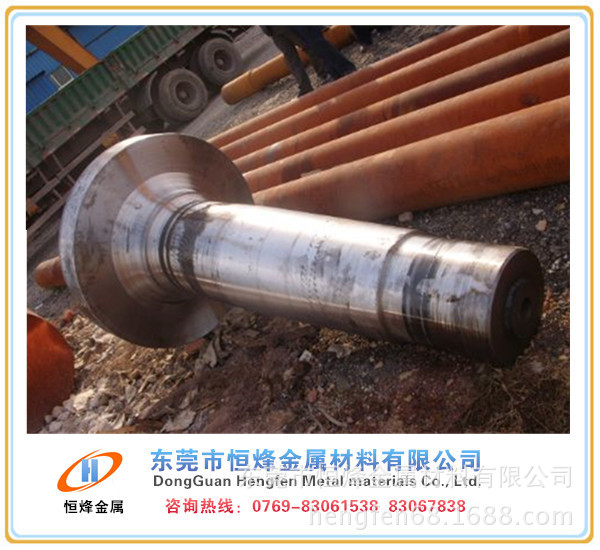
產品規格:專業鍛打:毛胚圓環、毛胚鍛打板、毛胚鍛打圓鋼、毛胚鍛打法蘭、毛胚鍛打錠,可來圖紙加工訂做加工,13532601986
交貨狀態:鋼材以退火狀態交貨。經雙方協議,也可以不退火狀態交貨。
理論重量表:(單位:0.00000785%密度)
毛胚尺寸:毛胚鍛打出尺寸:在客戶提供的精準尺寸前提下,鍛打出材料會有正常公差范圍6~8個mm左右正差以保證客戶產品足夠尺寸加工成品。


模具簡介:
T10碳素工具鋼,強度及耐磨性均較T8和T9高,但熱硬性低,淬透性不高且淬火變形大,晶粒細,在淬火加熱時不易過熱,仍能保持細晶粒組織;淬火後鋼中有未溶的過剩碳化物,所以耐磨性高,用於製造具有鋒利刀口和有少許韌性的工具。適於製造切削條件較差、耐磨性要求較高且不受突然和劇烈沖擊振動而需要一定的韌性及具有鋒利刃口的各種工具,也可用作不受較大沖擊的耐磨零件。
化學成分:
| C | Si | Mn | Cr | Cu | Ni | P | S |
0.95~1.04 | ≤0.35 | ≤0.40 | 允許殘餘含量≤0.25 | 允許殘餘含量≤0.30 | 允許殘餘含量≤0.20 | ≤0.030 | ≤0.020 |
模具特性:
T10是最常見的一種碳素工具鋼,韌度適中,生產成本低,經熱處理後硬度能達到60HRC以上,但是,此鋼淬透性低,且耐熱性差(250℃),在淬火加熱時不易過熱,仍保持細晶粒。韌性尚可,強度及耐磨性均較T7-T9高些,但熱硬性低,淬透性仍然不高,淬火變形大。
物理性能:
力學性能
硬度 :退火,≤197HB,壓痕直徑≥4.30mm;淬火,≥62HRC 熱處理規范:試樣淬火760~780℃,水冷
淬火
T10鋼推薦的淬火規范示於表2-22-7,冷處理情況見表2-22-8,淬火有關曲線示於圖2-22-7~圖2-22-13。
T10鋼的物理性能示於表1-1、表1-2;磁導率μ約為0.88mH/m;矯頑力Hc為477.48~1273.18A/m(Hc的下限值適合於球化體組織,上限值適合於珠光體組織);飽和磁感Bs為1.93~1.97T。
表1-1 T10鋼 臨界溫度
臨界點 | A cl | Acm | Arl |
溫度(近似值)/℃ | 730 | 800 | 700 |
表1-2 T10鋼 線(膨)脹系數
溫度/℃ | 20~100 | 20~200 | 20~300 | 20~400 |
(膨)脹系數/℃ | 11.5 ×10 | 13.0×10 | 14.3×10 | 14.8 ×10 |
溫度/℃ | 20~500 | 20~600 | 20~700 | 20~800 | 20~900 |
(膨)脹系數/℃ | 15.1×10 | 16.0 ×10 | 15.8 ×10 | 32.1 ×10 | 32.4 ×10 |
表1-3 T10鋼 熱導率
溫度 /℃ | 20 | 100 | 300 | 600 | 900 |
熱導率λ /W·(m·K) | 40.20 | 43.96 | 41.03 | 38.10 | 33.91 |
模具用途:
這種鋼應用較廣,適於製造切削條件較差、耐磨性要求較高且不受突然和劇烈沖擊振動而需要一定的韌性及具有鋒利刃口的各種工具,如車刀、刨刀、鑽頭、絲錐、擴孔刀具、螺絲板牙、銑刀手鋸鋸條、還可以製作冷鐓模、沖模、拉絲模、鋁合金用冷擠壓凹模、紙品下料模、塑料成型模具、小尺寸冷切邊模及沖孔模,低精度而形狀簡單的量具(如卡板等),也可用作不受較大沖擊的耐磨零件等。

新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。