產品說明:
本品牌為本中心專供阿裡巴巴網上銷售,現特價試用
27*3350CM=93元/條
34*3890CM=135元/條
34*4115CM=200元/條
41*4540CM=280元/條
可定其他任何型號
更多雙金屬帶鋸條報價請關註店鋪其他優秀商品



m42雙金屬帶鋸條適用於歌會總生產性與非生產性的切割加工。具有優越的耐熱性及耐磨性。能在困難的金屬材料切削加工中保持很高的切削效率。
註意:應盡量避免設備在惡劣的環境下工作。
---------------------------------------------------------------------------------------------------------------
m42雙金屬帶鋸條的基本特征
■特征: ●m42齒材(8%鈷)
●RM80-背材
●電子束焊接
●齒尖硬度HRC67-69
●0°或正前角齒
■特點: ●高耐磨性
●高紅硬性
●鋸齒不易斷裂
●使用壽命長
●切削能力強、效率高
■適用范圍: ●切割普通黑色金屬,如鑄鐵、鑄鋼、軋製圓鋼、方鋼、管材、型鋼
●切割合金工具鋼、合金結構鋼、模具鋼、軸承鋼、不銹鋼等硬、粘金屬
●切割銅、鋁等有色金屬
●選擇合適的齒形(跳齒)則可用於切割凍魚、凍肉
●特殊加工較大分齒量的雙金屬帶鋸條也普遍用於切割紅木、柞木、鐵梨木等堅硬貴重木材
----------------------------------------------------------------------------------------------------------------
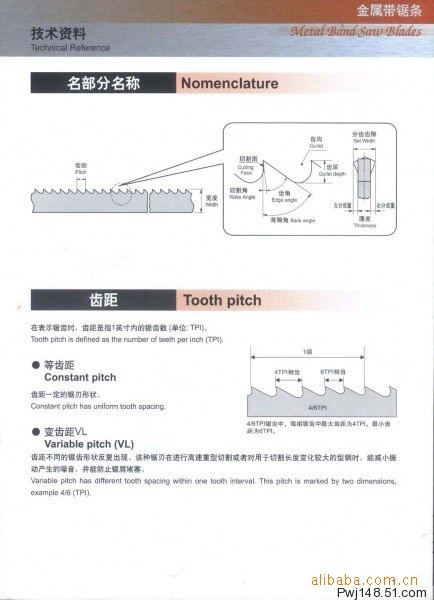
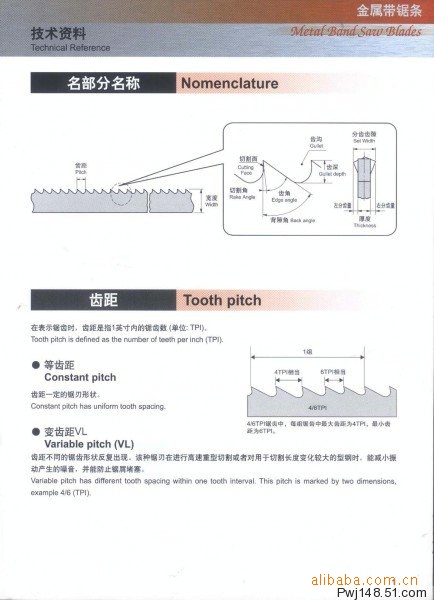
帶鋸條重要參數及部分術語剖析:
1鋸背 ……鋸條基體,不包括鋸齒部分
2鋸條厚度
3鋸條寬度 ……齒尖到鋸背邊緣的距離
4分齒 ……鋸齒向左或右彎折
5鋸齒 ……鋸條進行切割的部分
6鋸距 ……齒尖之間的距離
7每英寸齒數
8齒槽 ……齒尖之間的連線區域
9齒槽深度 ……齒尖到齒槽地步的距離
10齒麵 ……鋸屑形成的位置
11齒背 ……鋸齒上與齒麵對立的一麵
12鋸齒傾斜角……與鋸條切割方向垂直的一條直線與齒麵之夾角
13齒尖 ……鋸齒的切割邊
-------------------------------------------------------------------------------------------------------------------------------------------------------------
帶鋸條規格的表達:
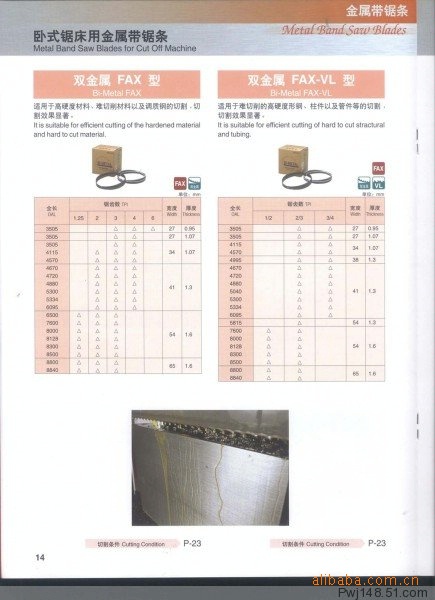
如本產品規格為: 34 *4115 * 1.06 * 3/4 * T
寬度 長度 厚度 齒距 (T或者P表示齒)
♦這裡 寬度 和 厚度 基本是固定的如下:
27 * 0.90或者0.95
34 * 1.06
41 * 1.30
54 * 1.60
65 * 1.60
80 * 1.60
♦長度是可以定製的,基本的生產廠傢都可以依據客戶要求進行定製。
如需定製長度請咨詢聯系我們
帶鋸條常用規格
19mm寬:2360mm 2350mm 2780mm
27mm寬:2370mm 2650mm 2035mm 3150mm 3250mm 3350mm 3505mm 3620mm 3820mm 3900mm
34mm寬:3620mm 3820mm 3850mm 3900mm 4000mm 4115mm 4320mm 4570mm 4680mm
41mm寬:4570mm 5040mm 5300mm 5450mm 5470mm 6460mm
54mm寬:7400mm 7140mm 6620mm 9900mm 7320mm 7850mm
67mm寬:8540mm 11820mm
80mm寬:14620mm15000mm
齒距齒形規格。
常見的型號如下表所示:
規格 寬*厚(mm) | 齒距(每英寸齒數) | |||
標準齒(等齒距) | 標準齒變齒距 | 鉤形齒(7°) 等齒距 | 鉤形齒(7°) 變齒距 | |
19*0.9 | 4、6、8、10 | 4/6 | 4 | 4/6 |
27*0.9 | 4、6、8、10 | 3/4、4/6、5/8、6/10 | 4 | 2/3、3/4、4/6 |
34*1.06 | 3、4、6、8 | 3/4、4/6、5/8 | 3、4 | 2/3、3/4、4/6 |
41*1.25 | 3、4 | 3/4 | 3、4 | 2/3、3/4 |

溫馨提示請各位親註意事項:
安裝
1、安裝前,詳細檢查鋸齒的方向,使鋸切方向與帶鋸床旋轉方一致。
2、檢查鋸帶的齒型與齒數/英寸,是否與被切削材料的材質與尺寸相符。
3、調整鋸帶的張力要適度,過緊容易斷帶,過松容易斷齒與切斜。
4、切削液根據被切削材料調整濃度,碳鋼擬稀,不銹鋼擬濃。且定期更換。
5、所有的新鋸條在切削前,必須要進行磨合。換料時,將鋸條抬高到一定高度,避免撞斷鋸齒。
磨合
帶鋸床上使用的鋸條怎麼磨合
舉例說一下:一根新鋸條在正式使用前,一定要進行磨合。一根沒有磨合或沒有磨合好的鋸條的使用壽命是一條磨合好的鋸條的1/3或更少。帶鋸床上的鋸條磨合時隻能使用一半的正常進給壓力/速率和鋸切速度,直到鋸床上鋸出 300—1000cm2的表麵區域。然後逐漸將帶
鋸床進給速率和鋸切速度增加到正常值。
使用技巧
一、帶鋸床鋸下的鋸屑可以看出鋸切壓力和條件是否正確:
1、很細或粉末狀的鋸屑表示應增加進給速率或降低鋸帶速度
2、厚、重或藍色的鋸屑表示鋸條過載應減少進給速率或提高鋸帶速度 松散盤卷的鋸屑表示理想的鋸切狀態
二、鋸帶速度:
鋸帶速度由材料的種類、材料的寬度及鋸帶的拉力所決定:
1、較硬的材料必須用較低的鋸帶速度
2、較小的寬度必須用較快的鋸帶速度
三、鋸帶壓力及進給速率:
鋸帶的壓力及進給速率由材料的種類、材料的寬度所決定。
1、較硬的材料和較大寬度的材料要用較大的壓力和進給速率
2、較軟的材料和較小的寬度要用較小的壓力和進給速率。
四、 輪廓鋸切:
請根據您所需要鋸切材料,選擇最適合的鋸條種類;再根據您所需要鋸切材料的最小弧度(半徑),選擇鋸條的寬度。
弧度(半徑)越小,鋸條的寬度越窄。
鋸條張力:在用一根新的鋸條鋸切之前,應首先檢查其張力。如有必要,在少量鋸切後進行拉緊。
帶鋸導向:鋸切精度取決於帶鋸條導向裝置的設置:裝置越靠近材料,鋸切精度越高。
冷卻與潤滑:大多數的金屬鋸切過程中,冷卻與潤滑是不可缺少的。
對於鑄鐵、黃銅、以及一些非金屬材料,如塑料和石墨等,在加工時可以或不必進行潤滑。



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。