




◇ 標志桿系列
分類及適用范圍
標志桿也稱為標牌鋼桿,一般分為F型、門架型,具體規格要求可根據客戶要求定做加工,標牌桿是常用規格由優質直縫鋼管、無縫鋼管、方管及鋼板折彎成型為八邊形或圓形,表麵經過熱鍍鋅防腐處理,外表麵噴塑處理,適用於城市道路、快速通道、高架橋十字路口或T字路口。
參數說明
桿高:6000mm—8000mm
臂長:1000mm—8000mm
立桿壁厚:4mm—16mm
橫桿壁厚:4mm—12mm
材料:焊接鋼管或無縫鋼管,材質Q235或Q345
桿體防腐處理:整體內外表麵熱鍍鋅,鍍鋅厚度不小於86μm,30年不生銹;外表麵噴塑處理,塑粉層厚度不小於95μm,5年內不褪色,不脫落。
標志桿生產工藝流
(1)下料(2)折彎→(3)主焊縫焊接→(4)修補打磨→(5)整形→(6)組裝焊接→(7)開門→(8)附件加工及焊接→(9)打磨→(10)鍍鋅前出廠檢驗(11)熱鍍鋅→(12)整形→(13)打磨噴塑→(14)包裝(15)最終檢驗→(16)發貨
1、下料剪切
所有材料厚度≦12mm均采用數控等離子切割,厚度>12mm的采用數控火焰切割或剪板剪切。數控等離子切割公差±2mm,數控火焰切割或剪板剪切公差±3mm。
2、折彎
折彎是燈桿生產中最關鍵的一道工序,折彎的好壞,直接影響燈桿的質量而且折彎成形後無法修補的。
具體註意如下:
2.1折彎前:首先清除板料的割渣,保證折彎時無割渣壓傷模具;
2.2檢查板料的長度、寬度和直度,不直度≤1/1000,如不直度達到要求,修正,特別是多邊形桿一定要保證不直度;
2.3調大折彎機折彎深度,確定板料擺放位置;
2.4在板料上正確劃線,誤差:±1mm;
2.5正確對線,正確折彎,使管縫達到最小,同時兩條邊高底不大於5mm。
3、焊接
所有主材≦6mm采用自動氣保焊焊接,厚度>6mm采用自動埋弧焊焊接,所有法蘭及筋板焊接均采用手工氣保焊。焊縫飽滿光滑,無氣孔、虛焊、漏焊、咬邊等缺陷。
4.修補打磨
修補打磨是對自動焊接後的鋼管兩端缺陷進行修補。修補人員應該逐根檢查,發現有缺陷的地方進行補,補焊完成後,再進行修磨,修磨的接處與自動焊縫基本相同。
5、整形
整形工序包括燈桿的調直及坯桿兩頭的整圓及多邊形對角線尺寸,一般公差:<±2mm。坯桿直線度誤差不超過:≤±1.5/1000。
6、焊接法蘭
點焊底法蘭和筋板,關鍵是保證底法蘭與燈直中心線垂直,筋板與底法蘭垂直。焊接要求參照國傢標準的焊接工藝,保證焊接質量焊接縫要美觀,沒有氣孔、夾渣。
7、開門
本工序在工作過程中,必須膽大心細(1)首先要看清圖紙確定門的方向,然後按照圖紙尺寸定位。尺寸包括:上下、左右,及門框尺寸大小,等離子切割時要心細,保證割縫一直線,同時割下的門板編上字碼。
8、焊門條、電器條、鎖座
焊門條時20mm寬的門條,伸出8-10mm位置放下,特別是點焊時門條應緊貼燈桿,焊接要牢固。焊電器條及鎖座,主要是按照圖紙定好位置,鎖座焊在門中間,誤差≤±2mm,保持上麵水平,不能超過燈桿。
9、鍍鋅
鍍鋅好壞直接影響燈桿的質量,鍍鋅要求按國傢標準執行鍍鋅,鍍後表麵光滑、無色差,不能有流掛,流掛嚴重的燈桿必須生重新返鍍。
10、噴塑
噴塑的目的是一是為瞭美觀,二是為瞭防腐蝕13.1打磨:將鍍鋅桿表麵用拋光砂輪磨平,保證燈桿表麵光滑,平整。13.2調直:將打磨後的燈桿校直及口形的整形,燈桿不直度必須達到1/1000,口徑要求:小桿≤±1mm;高桿≤±2mm。13.3裝門板13.3.1把所有門板進行鍍鋅後的處理,處理包括掛鋅、漏鋅及鎖孔中的存鋅。13.3.2鉆螺絲孔時必須電鉆與門板垂直,門板四周間隙想等,門板平復。13.3.3螺絲固定後,門板不能有松動,固立必須牢固以防運輸途中脫落。13.3.4噴塑粉:將裝好門的燈桿進噴房,根據生產計劃單要求塑粉顏色噴塑,然後進烘房,烘房溫度及保溫時間必須嚴格按各塑粉要求,以保證塑粉的附著力和光潔度等質量要求。
11、出廠檢驗
由公司質檢員進行出廠檢驗,檢驗員必須按照燈桿檢驗的項目逐項檢驗,必須進行記錄同時存檔,質檢員簽字後方可發貨。
售後服務
在工程驗收合格之日起,本公司將提供以下服務項目:
(1)接收用戶來信、來電、傳真,在24小時內及時趕到現場進行服務,解決產品在運行中出現的相關問題。
(2)定期聯絡,對用戶實行一年一次聯絡、走訪。
(3)定期檢查,對產品實行長期跟蹤服務。
(4)信息反饋,收集質量信息、填寫“信息反饋單”、反映至我公司工程技術部,為維護提供信息。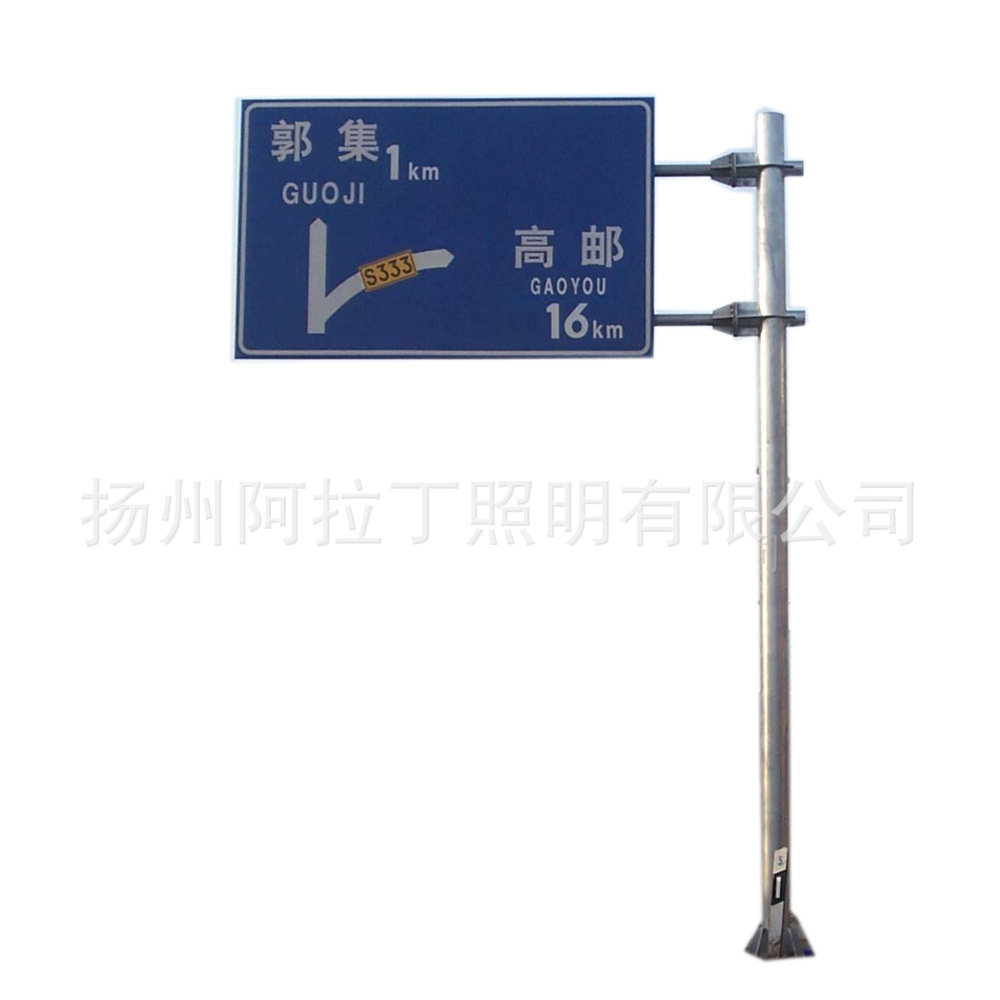




批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



