河南中遠重型機械設備有限公司:13137129807
供應:小型冷軋帶肋鋼筋成型機 中型冷軋帶肋鋼筋成型機 冷軋帶肋鋼筋成型機 冷軋帶肋鋼筋生產線 冷軋機 冷軋帶肋鋼筋設備 兩肋冷軋機 冷軋帶肋鋼筋生產線 調直機 冷軋帶肋鋼筋設備 冷軋帶肋鋼筋機械






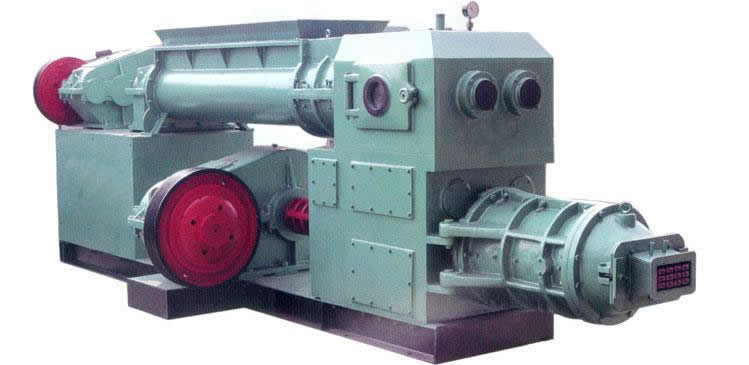
冷軋帶肋鋼筋成型機簡介:
河南中遠重型機械有限公司生產的冷軋帶肋鋼筋成型機是專門加工成型冷軋帶肋鋼筋的一種機械設備。
中遠重型設備廠生產的冷軋帶肋鋼筋成型機又名冷軋成型機,其型號有小型冷軋帶肋鋼筋成型機及中型冷軋帶肋鋼筋成型機兩種。
不同型號的冷軋帶肋鋼筋成型機價格也不同,便宜的有十幾萬元,貴的有幾十萬元。
冷軋帶肋鋼筋成型機的工藝流程:
放線 |
→
| 除銹 |
→ | 減徑 |
→ | 軋製 |
→
| 調直 |
→
| 熱處理 |
→
| 剪斷 |
→
| 料架 |
→
| 打捆 |
→
| 入庫 |

冷軋帶肋鋼筋成型機的操作要求及使用方法:
1)在運行過程中應註意避免盤圓鋼筋打結亂線。
2)應經常檢查導向模、除銹輥及應力消除輥的磨損情況,適時更換,定期清除氧化皮。
3)應始終保持潤滑劑、冷卻液充足。
4)定期檢查傳動系統的損壞情況,適時更換、維修。
5)應定期為各潤滑部位進行清理,加註潤滑劑。
6)開機前需檢查各部件和工作滑動開關是否處於正常工作位置,螺釘是否松動。
7)冷軋機工作前應先供給冷卻液、潤滑液。
8)調節壓下時,嚴禁輥片之間相互接觸、頂撞,應微調壓下輥片,輥片之間應有間隙,否則損壞輥片。
9)更換軋輥片時,應檢查軸承是否失效及軸承內套有否松動,若有移動,應將軸承間隙調小至沒有,調至適當的位置,並在軸承內加註足夠的鈉基潤滑脂。
10)經常檢查軋輥組,軋片是否松動。
11)裝換輥片時需將兩組軋輥頭分離一定距離,並且每組輥片之間應有一定間隙後才可裝取軋輥組。
12)更換輥片或軸承後,必須重新調節孔型。
13)每次更換軋輥片之前,應在底座、導軌上和塑料齒輪、齒條上塗稀油。
14)每次更換軋輥片時,應清洗機架及軋輥組進出孔內的鐵屑等雜物。
15)根據冷軋帶肋鋼筋外形尺寸是否合乎標準,決定換輥。

冷軋帶肋鋼筋成型機技術參數:
項 目 | 小型兩肋冷軋機技術參數 | 中型兩肋冷軋機技術參數 | 單 位 |
原 料 | φ6.5-10 | φ6.5-12 | mm |
軋輥直徑 | Φ200 | Φ228 | mm |
配用動力 | 55-75 | 75-110 | kw |
齒輪中心距 | 200 | 228 | mm |
軋製線速 | 1.5-2 | 1.5-3 | m/s |
剪切長度 | 1-12 | 1-12 | m |
飛剪電機 | 5.5 | 5.5-11 | kw |
成品規格 | Φ5-8 | Φ5-12 | mm |
產 量 | 20-50 | 20-50 | T/班 |
中遠重型機械設備公司一直遵循“以質量求生存、以誠信求發展”的發展理念,贏得瞭廣大客戶的好評,中遠公司將更視質量為生命,奉用戶為上帝!用戶就是我們的一切!我們將會一直遵循對每一道工序負責、對每一臺產品負責、對每一位用戶負責的質量方針,竭誠為您服務!
電 話: 0371-55932658 傳 真: 0371-55019559
銷售部: 13137129807 李經理: 13837112739
網 址:www.hnzysb.com 郵 箱:[email protected]
買小型/中型冷軋帶肋鋼筋成型機設備,就到中遠重型公司來! 您最理想的選擇!
售後承諾:
售前服務:為您提供項目設計、工藝流程設計,適合您的機器設備選購方案的製定,根據您的特殊需求,設計製造產品,為您培訓技術操作人員!
售中服務:陪您一起完成對設備的驗收,協助擬定施工方案和詳細流程!
售後服務:公司配技術人員到現場指導設備安裝服務,現場調試機器、培訓操作人員!
產品質量:易損件除外、一年內質量保證!
24小時電話: 13523447498 13673714258 聯系人:李經理
Q Q 客服: 965192566
河南中遠重型設備製造有限公司:竭盡全力為用戶服務!
我們深信:為您奉獻一顆真誠的心!同樣會得到真誠的回報!


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。