




方管角鋼槽鋼H鋼鋁材型材圓管圓棒圓柱鉆孔機,是專業解決五金類細長孔鉆孔加工的創新產品。鉆孔環節一直是困擾企業傢們的難題,鉆孔的質量和進度直接影響到產品的品質和交貨期,也直接關系到企業的品牌和信譽。目前企業大多數采用人工鉆孔的加工方式。隨著人力成本的急劇上升和人員流動不斷加強,企業麵臨有單無人做的窘境。自動化設備代替人工成為必然趨勢,勢不可擋。
市場上也出現所謂的自動鉆孔機,通過我們對相關產品的使用者瞭解,它們普遍存在著速度慢,精度差,效率低,穩定性差,功能單一;尤其是調機麻煩,模具製作復雜,成本高,實用性不強等問題。不能真正解決企業的難題,甚至有些企業購買後棄之不用,當廢鐵處理……
數控鉆孔可定製多軸鉆孔機是在充分理解行業本質的基礎上,博眾傢之長,合理運用高科技的手段,為市場貢獻瞭能從根本上解決鉆孔難題的實用性產品。工欲善其事必先利其器,我們堅信友佳品牌值得您的關註和使用,它將成為你事業上的好幫手,是您明智的選擇。1.六軸聯動控製卡配備自主研發的柔性加工製造系統,可以隨時更新程序,擁有通孔、盲孔、多空,高低孔等常用鉆孔程序,強大的系統支持及靈活的編程為產品的鉆孔機銑削加工提供瞭良好的操作平臺。
2.電腦實時監控鉆嘴保護系統,卡料、空料、參數錯誤報警系統。
3.卡料、空料、參數錯誤報警系統。
3.驅動系統采用德國原進口的高精度數控馬達,配合多檔位等角度恒力矩細分驅動器,精度更高,速度更平順,誤差為±0.01mm。
4.電路控製使用世界領先科技帶自我保護功能的進口模塊式固態繼電器,搭配原裝進口的世界級元器件,使機器的性能更加穩定。
5.主軸采用精度更高,更穩定的電主軸技術,配備日本安川品牌的變頻器,可根據實際組要隨時調整電主軸轉速,使系統運行更合理,效率更高。
6.加工尺寸(2-35mm),能完全滿足行業產品加工尺寸的要求,特殊規格可定做。
7.采用全自動電腦調機方式,同時具備補償值調節功能,使孔位調整更精準,更方便。孔位到邊數可調范圍(0-15mm),到底數可調范圍(0-7mm)
8.報警功能強大、穩定,能真正意義上做到1人同時操作多臺機器。提高效率,降低成本,提升企業競爭力。
9.可以通過有線或無線網路介面為客戶的ERP或其他管理系統提供實時的生產參數,幫助企業更好的管理生產,降低成本,提高生產效率。
一、機床用處:
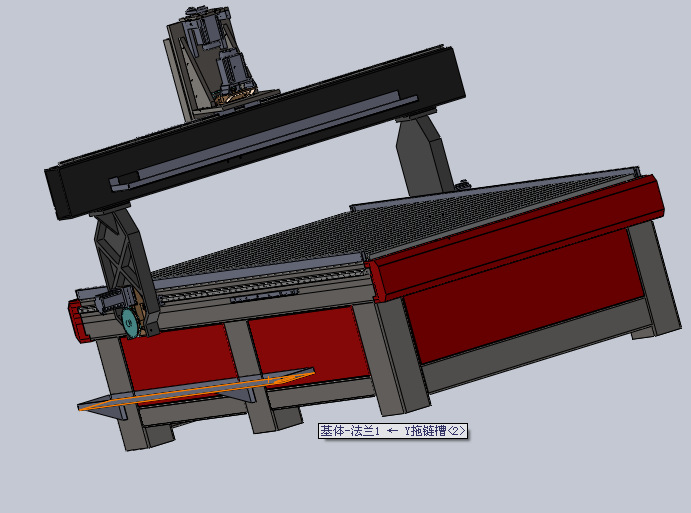
龍門數控鉆床首要用於管板類零件的鉆孔和輕銑。
二、機床構造:
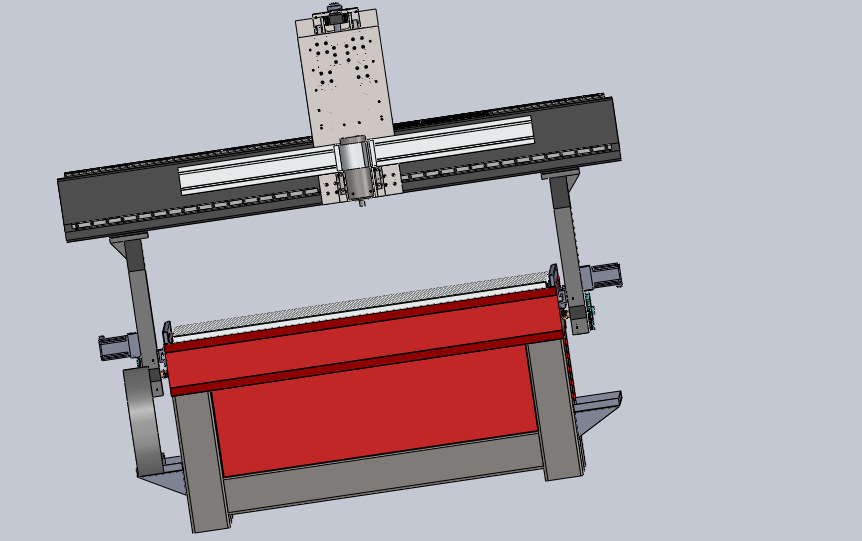
1、機床首要由床身、作業臺、龍門、動力頭、數控體系、冷卻體系等有些構成。
2、龍門數控鉆床機床選用龍門移動,床身、作業臺固定的方式。
3、床身、龍門為焊接件,加工前經高溫退火,半精加工後二次退火去掉應力,然後再精加工,可確保機床精度安穩,床麵采全體鑄鐵作業臺精銑出T型槽,確保作業臺麵精度。
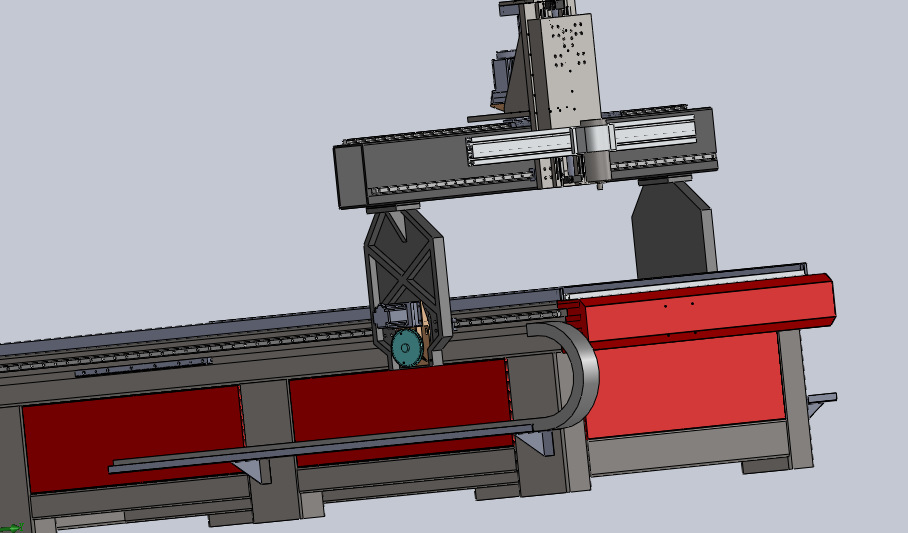
4、龍門數控鉆床共有3個數控軸,床身上裝有重型直線導軌,作業臺可沿導軌作縱向運動(x軸),龍門橫梁上也裝有直線導軌,溜板可沿導軌作橫向運動(y軸),溜板上裝有滑塊,動力頭上裝有導軌,動力頭可在溜板上作筆直方向運動(z軸),x、z軸都選用數控電機加滾珠絲杠Y軸選用驅動。
5、動力頭主軸選用精細鉆床電主軸,變頻主軸電機驅動,可依據需求無級調速。主軸可通過ER32夾頭裝夾鑽頭或銑刀,鑽頭搖擺可控製在0.002,精度更高,完結高速切削。
6、機床選用水冷,裝備冷卻液供給、收回、循環體系,裝備主動油路光滑體系,確保直線導軌與滾珠絲杠的平穩持久有效作業。
7、數控選用眾為興專業鉆銑雕琢體系,裝備RS232介面和五顏六色顯示屏,中文操作界麵,可現場/外部USB輸入工件,操作簡潔,裝備全數字高速手輪,使您的操作更方便快捷。
8、機床x、y軸導軌和絲杠都裝備防護罩。X軸y軸裝備風琴式防護罩。
9、為瞭確保機床的可靠性,要害件均選用進口優異品,見進口件目錄。
三、有關技術參數:
最大鉆孔直徑.......................Φ1mm-Φ11mm(高速直柄麻花鑽頭)
最大鉆孔直徑.......................Φ14mm-Φ50mm(高速取芯鑽頭)
最大立銑直徑.......................Φ18mm
主軸孔錐度..........................ER32
主軸最大行程........................550mm可依據客戶需求定製
作業臺麵距主軸端麵最大間隔..........400mm
主軸轉速規模........................500-9000r/min
主軸轉速級數........................12級(依據商品規格而定)
主軸定位精度........................0.1mm
主軸重復定位精度....................0.015mm
龍門行程............................依據商品規格而定
作業臺麵尺度(長×寬)...............依據商品規格而定
作業臺最大載重(置中)..............1000kg
主電機功率..........................3.5-7.5KW
三軸疾速位移........................8000mm/min
機床外形尺度(長×寬×高)...........依據商品規格而定
四、鉆床首要部件目錄:
註:1.以上配套廠商為本公司定點供貨商,遇有特殊情況供給不上時,雙方協商經甲方
書麵贊同,可采納同級商品替代,但質量標準不低於上述供貨商。2.詳細裝備也可依據用戶需求做相應調整。
五、操作規程:
1、作業前仔細查看電網電壓、油泵、光滑、油量是不是正常,查看壓力、冷卻、油管、刀具、工裝夾具是不是完好,並作好機床的守時養護作業。
2、機床通電啟動後,先進行機械回零操作,然後試運轉5分鐘,承認機械、刀具、夾具、工件、數控參數等準確無誤後,方能開端正常作業。
3、仔細查驗程序編製、參數設置、動作排序、刀具乾與、工件裝夾、開關保護等環節是不是徹底無誤,避免循環加工時形成事端、損壞刀具及有關部件。嚴厲按操作流程進行試切對刀,調試完結後要做好程序保護作業。
4、主動循環加工時,應關好防護拉門,在主軸旋轉同時需求進行手動操作時,必定要使自個的身體和衣物遠離旋轉及運動部件,避免將衣物卷進形成事端。
5、主軸或刀塔刀庫裝刀操作必定要在機械運動中止狀態下進行,並留意和協作人員間的合作,避免呈現事端。在手動換刀或主動換刀時,要留意刀塔、刀庫、機械手臂滾動及刀具等的設備方位,身體和頭部要遠離刀具回轉部位,避免碰傷。對加工基地機床,還應留意查看刀庫刀套號與刀具號間的對應聯系,以避免刀庫刀號紊亂形成換刀乾與或加工撞刀事端。
6、工件裝夾時要夾牢,避免工件飛出形成事端,完結裝夾後,要留意將卡盤扳手及其它調整東西取出拿開,避免主軸旋轉後甩出形成事端。
7、機床操作者應可以處理一般性報警毛病,若呈現嚴峻毛病、應敏捷斷電、並保護現場,及時上報,並做好記錄。
8、作業結束後,應將機床導軌、作業臺擦潔凈,並仔細填寫作業日志。
六、保護修理:
意圖:延伸元器件的壽數和零部件的磨損周期,避免各種毛病,進步數控鉆床的均勻無毛病作業時間和運用壽數。
數控鉆床運用中應留意的疑問
1、數控鉆床的運用環境:關於數控鉆床最佳使其置於有恒溫的環境和遠離轟動較大的設備(如沖床)和有電磁攪擾的設備。
2、電源請求
3、數控鉆床應有操作規程:進行守時的保護、養護,呈現毛病留意記錄保護現場等。
4、數控鉆床不宜長時間封存
5、留意培訓和裝備操作人員、修理人員及編程人員
數控體系的保護
1、嚴厲遵守操作規程和平時保護準則
2、避免塵埃進入數控設備內:漂浮的塵埃和金屬粉末簡單導致元器件間絕緣電阻下降,然後呈現毛病乃至損壞元器件。
3、守時打掃數控櫃的散熱通風體系
4、常常監視數控體系的電網電壓:電網電壓規模在額定值的85%~110%。
5、守時替換存儲器用電池
6、數控體系長時間不用時的保護:常常給數控體系通電或使數控鉆床運轉溫機程序。
7、備用電路板的保護。
機械部件的保護
1、絲杠和導軌的保護
①守時查看、調整絲杠螺母的軸向空隙,確保反向傳動精度和軸向剛度;
②守時查看絲杠支持與床身的銜接是不是松動以及支持軸承是不是損壞。如有以上疑問要及時緊固松動部位,替換支持軸承;
③選用光滑脂的滾珠絲杠,每半年清潔一次絲杠上的舊油脂,替換新油脂。用光滑油光滑的滾珠絲杠,天天機床作業前加油一次;
④留意避免硬質塵埃或切屑進入絲杠防護罩和作業過程中碰擊防護罩,防護設備一有損壞要及時替換。
2、主動軸的保護
①守時調整主軸夾具的松緊程度;
②避免各種雜質進入冷卻循環水箱。每年替換一次光滑油;
③堅持主軸與刀柄銜接部位的清潔。需及時調整液壓缸和活塞的位移量;
④要及時調整配重。
氣動體系的保護
1、鏟除壓縮空氣的雜質和水分;
2、查看體系中油霧器的供油量;
3、堅持體系的密封性;
4、留意調理作業壓力;
5、清潔或替換氣動元件、濾芯。
三工位組合排鉆為同一臺機床山有三個動力頭(鉆孔動力頭或攻絲機),一般適合於一個人可以操作三個工位進行鉆孔或攻絲的場合, 可實現自動進刀鉆孔或攻絲加工,可大大降低工人的勞動強度,還可配合多軸器等一次鉆多個孔,大幅度提升鉆孔攻絲的效率,應用也越來越廣泛。
轉盤式鉆孔攻牙機具有以下特點:
1.采用轉盤式的佈局,可以一次性完成鉆孔、倒角、攻絲等多道工序,提高生產效率。
2.多次工序一次性完成,減少產品裝夾次數,降低產品碰傷的概率,使產品的外觀更加完美。
3.采用高精度的動力頭或攻絲機進行加工。生產出來的產品精度高,穩定性強。
4.多次工序一次性完成可以大大降低您的用電量。
5.對操作工的技術要求低,普工即可勝任。
轉盤式鉆孔攻牙機TAG:
鉆孔攻牙機, 轉盤式鉆孔機, 自動鉆孔機, 轉盤式攻牙機, 自動攻牙機,
你可能也對以下產品感興趣:
- 多工位組合鉆床
- 多工位自動進刀鉆床
- 鉆孔攻絲非標自動化設備
- 非標自動化鉆孔設備
- 轉盤式自動鉆孔機
- 4工位同時進刀自動鉆床








批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



