











球化喂絲機—展示

溫馨提示:以上產品屬性僅供參考,詳情歡迎旺旺在線咨詢。

喂線球化工藝簡介
一、前言
YS-200型數控雙流喂線機是我們根據我國球墨鑄造行業的發展需求,以及為瞭參與世界喂線技術市場競爭而研製和開發的一種新的機型。它具有體積小、功能全、重量輕、效率高等特點。
二、喂線球化工藝的基本工作原理
喂線球化工藝是通過喂線機將含有合金元素的包芯線連續不斷的射入到鐵水包的底部,由於高溫鐵液的作用,芯皮熔化,合金元素隨即與鐵液接觸發生球化反映。
這種工藝一臺好的喂線機是前提,包芯線的質量是保證,喂線的速度和射入的角度是關鍵。
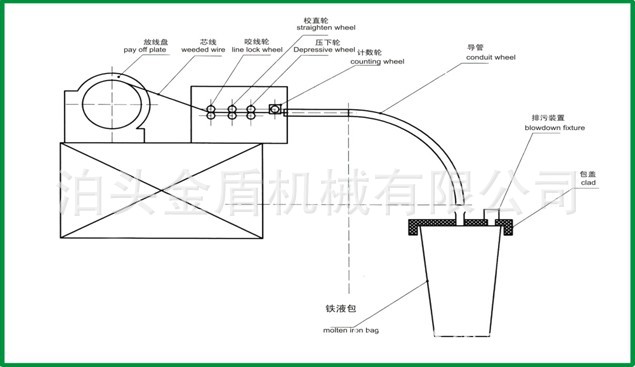
三、喂線機的基本結構
YS-200型雙流喂線機是由夾持輸線裝置,導向裝置,變頻調速裝置,霍爾測速裝置,PLC數字控製裝置等組成。
喂線球化示意圖
一、生產工藝條件
1、生產中球化的處理溫度應在1430℃~1520℃之間;
2、球化包的高徑比必須保持在1:1.8;
3、生產現場應留有安放喂線機和包芯線的位置;
4、喂線機安放地點應有交流380V電源,功率10千瓦;
5、現場應有壓縮空氣氣源,壓力4~4.5Kg/㎡,流量0.5㎡/分;
6、導線管水平軸線距離鐵水包上平麵不小於兩米。
五、主要技術性能及參數
YS-200型全自動數控雙流鑄造專用喂線機,通過微電腦控製來實現喂線過程的操作,由變頻電機帶動減速機驅動,全自動電腦計數,數位顯示,具有速度、長度的設定裝置全麵實現瞭喂線過程的數字化控製;具有功能全,體積小、傳動穩、運行安全可靠等優點。
YS-200型全自動數控雙流喂線機在上一代喂線機的基礎上進行改進升級的新一代產品,增加瞭喂線機自動喂線控製系統從而實現瞭喂線過程的完全自動化,從而大大提高瞭喂線機所喂入的包芯線的準確度和穩定性。
主機外形尺寸 | 1300×850×1125 |
設備重量 | 約1000㎏ |
喂線種類 | 合金包芯線 |
線盤形式 | 內抽頭 |
喂線根數 | 2 |
喂線規格 | 直徑6~18mm |
喂線速度 | 無極調速 |
調速方式 | 變頻調速 |
長度設定 | PLC設定 |
喂線長度及速度顯示 | 數位顯示 |
控製方式 | 手動/自動 |
氣源流量 | 0.3~0.5m⊃3;/min |
氣源壓力 | 0.3~0.6MPa |
電源 | 380V三相四線 |
總裝容量 | 6KW |
單線功率 | 3KW |
主要結構及工作原理
該設備主要由主機、配電櫃、放線架組成(見圖1)主機部分主要有主傳動裝置,氣路系統、導向管五部分組成。
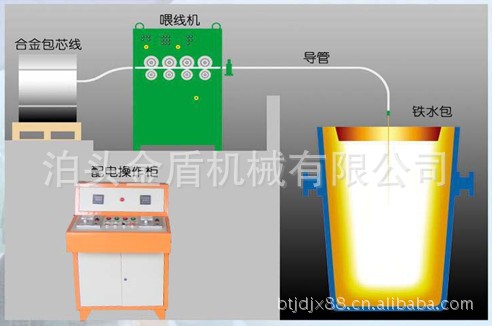
(圖一)
主傳動結構原理(如圖二)
主傳動在機器的兩邊,由主動輪和被動輪組成。主動輥輪安裝在由調速電機帶動的輸出軸上,當被動輥輪壓緊芯線時,由調速電機帶動主動輪推動芯線向前送線。
(圖二)
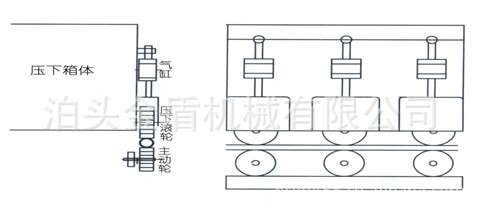
壓下裝置工作原理(見圖三)
壓下裝置主要由手輪(1)、拔削(2)、撥盤(3)、蝸輪幅(4)、氣缸(5)、活塞(6)、連桿(7)、曲拐(8)、壓下輥輪(9)等件組成,壓下可是氣動壓下也可是手動壓下,兩組壓下裝置同時工作,也可分別單獨工作。
用手動壓下時,首先關掉氣源,搖動手輪,驅動蝸輪幅,旋轉裝在蝸輪上的撥銷再帶動撥盤使曲拐、連桿上下運動,連桿推動壓下輥輪壓下或提起,壓下輥輪壓下時將線夾緊,提起時線被松開。
氣動壓下時,應註意必須先搖動手輪,推動蝸輪幅旋轉,使撥銷處於撥盤弧形槽的中間位置,然後再開啟氣源,使氣路系統工作,由氣缸活塞推動上輪壓下或提起。
 圖三 壓下裝置機動原理示意圖
圖三 壓下裝置機動原理示意圖
1、手輪 2、撥肖 3、撥盤 4、渦輪盤 5、壓下氣缸
6、活塞 7、連桿 8、曲拐 9、壓下輥輪






批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。

