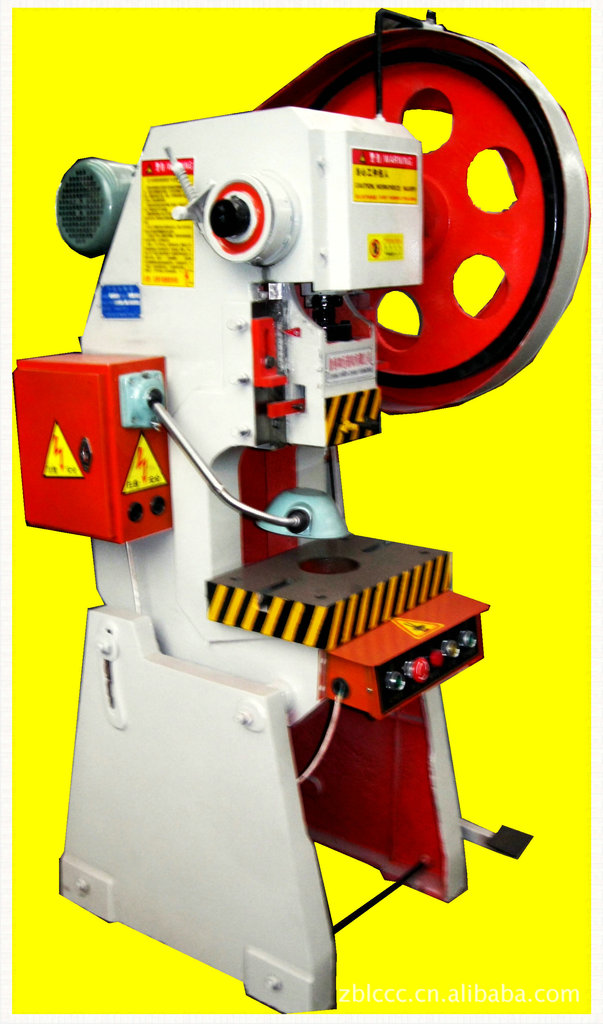




沖床 沖床 沖床 沖床 沖床












本公司專業生產普通沖床
沖床生產本著三大原則:1 材質選好的 2做工細一點3 外表處理漂亮一點
讓用戶買著放心! 用著省心 !賺票票開心!!
一切為用戶著想!做生意時,買傢賣傢換位思考,互相著想! 買傢不能一味貪便宜,買後已使用就後悔!最重要一點,買傢購買後設備配件是正常損壞,我廠1年免費提供配件,1年後成本價供應配件,終身提供咨詢!
用戶使用中的一些問題,多年總結出來的,下麵說一下:沖床是機床設備 操作沖床 需要技術工人
要瞭解沖床構造 保養沖床 特別是潤滑 有些客戶用黃油潤滑 這是錯誤的!大傢一定要謹記!必須用機械油潤滑,機械油購買不方便者,可選用柴機油或齒輪油,不建議汽機油潤滑!再一個就是對模具,必須專業!不專業,很容易造成機床故障!
隻要會操作 會保養 記得機油潤滑!沖床質量很棒!
就是那些沒有機床知識,人為造成故障,不在廠傢保修范圍之內!解釋一下人為造成的故障:1機床移動要用叉車或吊車,沒有專業移動工具,很容易造成機床硬傷。2不按規定潤滑3對模具不專業,很容易造成機身硬傷,甚至機身斷裂,俗話說頂床子。4不可隨意更改機床任何部位,電機輪子不要隨意加大!不能選配高速電機!最好不要用220v電機,因為力度大不到,也造成一些故障!確實380v不方便,選用220v的電機,也可以。不過比方說10噸沖床乾不超6-7噸位的沖壓件,就是不能滿負荷運轉,留點餘量!我也夠羅嗦瞭!但是用戶註意這些,對機床很好!有瞭效率!就是賺到票票!
您好,我方商業信用在阿裡巴巴網站上有記錄瞭!附上誠信檔案: 王鵬已通過阿裡巴巴提供的第三方實名認證, 信用編碼:17168199, 姓名:王鵬, 聯系方式:13708945372, 真實存在。 保障金:4000.00元, 可用餘額:4000.00元。保障金可用於交易賠付,交易更安全! 提示:為降低風險,阿裡巴巴建議您 通過以上聯系方式進行聯系。【阿裡巴巴】
魯創沖壓機床有限公司 , 是國內鍛壓機床專業生產企業。專業的技術團隊 ,精湛的員工技藝,一流的加工設備,鍛造出高性價比的魯創機床。本企業主要以大中小型普通沖床.腳踏剪板機.桌上沖床等為主要產品。本廠奉行“信譽第一,用戶至上,以誠待人,以信悅人”的企業宗旨。不斷挑戰極限,跨越自我,繁榮經濟,促進社會進步為企業目標。
經理王鵬秉承“今天質量 明天市場”的理念,更好的為廣大用戶服務,讓用戶買著放心,用著舒心,盈利開心!互相合作.共同發展.共創輝煌!
J23系列開式雙柱可傾壓力機 J21系列開式雙柱固定臺壓力機,主要參數說明以下幾個問題:
1反映瞭一臺壓力機的工藝能力和加工零件的尺寸范圍
2反映壓力機生產效率
3是設計壓力機重要依據
4用戶根據成型工藝要求和生產率選擇壓力機參數是否合適
1、 公稱壓力
滑塊離下死點某一特定距離(公稱力行程)或曲柄轉角離下死點前某一特定角度(公稱壓力角)時,滑塊上所有容許承受的最大作用力。例如:J21-110,1100千牛開式單點壓力機,公稱力1100千牛,公稱力行程SP離下死點距離為5mm。
公稱力是壓力機主要工作性能參數,是計算壓力機零件強度和剛度基本根據
壓力機受力零件可以分成三類:
一類零件——床身、滑塊、連桿、調節螺桿和保險塊,此類零件的強度和剛度按公稱力設計,它的強度和剛度不受曲柄轉角變化而變化,作用力常數。
二類零件——齒輪、傳動軸和離合器製動器、旋轉零件,此類零件的強度與剛度,按公稱力作用下產生的公稱扭矩設計的,它的零件強度和剛度隨著曲柄轉角變化而變化。扭矩為常數(忽略彎距的影響)
三類零件——曲軸,它的強度於剛度既要考慮公稱力作用下的彎距,又要考慮曲軸傳遞的扭矩,屬於彎扭聯合作用,所以曲軸強度也是隨著曲柄轉角變化而變化。
根據以上三種零件的強度可以繪製出滑塊允許負荷圖,用戶廠的加工零件的工藝負荷圖不能超過滑塊允許負荷圖曲線之外,否則會損壞壓力機零件。
舉例說明:Sp=5mm(α=18度)——離下死點距離為5mm時產生公稱力(噸位)
SP<S ;S>SP 當公稱行程S在這兩種情況下壓力機有關零件受力情況有所不同
2、 滑塊行程
滑塊行程指滑塊從上死點到下死點所經過的距離,行程是曲軸偏心的2倍
1滑塊行程大小,隨著工藝用途和公稱力的不同而變化,落料與沖孔工序一般不需要大的滑塊行程。
2淺拉伸要求滑塊行程大點,此時滑塊行程一般不應小於拉伸件高度的3倍,此外還要考慮到上模在上死點時不與模具導柱脫開。
3大噸位的壓力機一般都有工件頂出裝置,為瞭使工件在頂出過程中不損壞工件而且便於取出,滑塊行程也要增加。
4滑塊行程加大,不僅機床得高度增加,在行程次數不變的情況下滑塊的運動速度和加速度也隨之提高,對落料沖孔工序而言其零件的精度有所提高,對拉伸工序不利(工件有拉裂現象)
5滑塊行程加大使得曲軸,齒輪和離合器製動器傳遞得扭矩有所增加
6公稱壓力行程是壓力機零件強度允許發生公稱力的一段滑塊行程,當用戶廠提出增加SP值時要慎重考慮零件強度。
3、 滑塊行程次數
1滑塊行程次數是指在沒有沖壓負荷的情況下,滑塊每分鐘從上死點到下死點,然後再回到上死點所往復的次數。
2壓力機在有沖壓負荷時,滑塊行程次數隨著做功大小較空載時行程次數略微降低。
3在連續工作時,滑塊行程次數直接反映壓力機的生產效率。
4從市場發展情況來看,開式壓力機滑塊行程次數有逐漸增加得趨勢,但行程次數決定滑塊運動速度,滑塊運動速度又受到零件材料變形速度,自動送料速度,輔機的協調性,模具的壽命等影響,所以滑塊行程次數選擇必須全麵考慮。
5對於特殊工藝,滑塊行程次數可以提高,這叫專用高速壓力機。
6國內滑塊行程次數通常分為三檔
滑塊行行程次數100spm以下叫低速
滑塊行程次數100-300spm叫中速
滑塊行程次數300spm以上叫高速
7滑塊行程次數高低,直接影響機床的結構,傳動系統得佈置及飛輪轉速(對曲軸縱放而言)。
行程次數高——(傳動比小)傳動級數少,飛輪可能設置在曲軸上,由於飛輪尺寸不可能增大,工作時飛輪釋放的能量受到一定程度得限製。
行程次數低——(傳動比大)傳動級數增加,飛輪就可以設置在傳動軸上,由於傳動軸上轉速高,相同尺寸,釋放得能量就大。
8根據工藝要求,滑塊行程次數可以調節,這種形式飛輪的能量設計就要滿足滑塊行程次數變化得要求。
4、 最大裝模高度
1最大裝模高度是在調節機構調到上極限位置(調節量為0)和滑塊處於下死點時滑塊底麵至工作臺墊板上平麵的距離。最大封閉高度——滑塊底麵至工作臺麵(去掉工作臺墊板)之間距離。
2最大裝模高度決定瞭能安裝模具的最大閉合高度。
3對於行程可調的壓力機來說,最大封閉高度是在最大行程時定義,安裝的模具的最大閉合高度隨行程減小而增大。
5、 裝模高度調節量
這是擴大壓力機裝模高度使用范圍的一個主要參數,在調節范圍內使用壓力機裝模高度與模具閉合高度相適應。
工作臺墊板也具有調節作用,又可以安裝底麵積較小的模具,同時也保護工作臺。
6、 工作臺墊板麵積和喉口深度
喉深——滑塊中心到機身的距離
喉深和工作臺墊板麵積,是關系到模具的最大平麵尺寸的重要參數,若擴大壓力機的工藝范圍,工作臺墊板麵積和深度越大越好,但會降低壓力機剛度和增加壓力機的結構尺寸
7、 工作臺尺寸
用於落料和安裝氣墊裝置。
8、 立柱間距離:兩立柱之間的距離,用於前後方向的送料選擇
9、 傾斜角度:工作臺傾斜角度,利用傾斜角度,借助零件重量向後方排料
優質的內在質量 漂亮的外觀 低廉的價格 真誠的服務 一切隻為用戶著想 我公司隻相信 今天的質量 造就明天的市場!
設備說明:使用中不要滿負荷運行,行程次數不要超過150次/分鐘,潤滑油品(機械油)冬天32# 夏天100# 每天三次 本機床優點:精度高 你要是做精密沖壓件 不使用導柱導套 提高工作效率 同時增加瞭您的利潤 (精度 通俗的說 上模跟下模對合間隙滑塊達到1-2絲的間隙)
本報價不含運費 不含稅
我個人看法 用戶花錢既要少 質量還不打折 高性價比是我們所追求的!
歡迎各界朋友咨詢 知道 提出寶貴意意見 共同發展 共創輝煌!
魯創沖壓機床有限公司
沖床訂購須知
客戶您好!首先歡迎咨詢和購買我公司產品。具體事宜一下告知,讓客戶更詳細的瞭解產品!
價格(按照我阿裡巴巴發佈的價格為準)
質量(每臺設備都是檢驗出廠,客戶隻要懂得沖壓工的操作,不超負荷,按照指示加機油潤滑和保養,機床不會發生故障。非操作工,不會使用才會造成故障。)
付款方式(優先支持阿裡巴巴擔保交易,買傢賣傢都放心,貨到付款。如果不懂網上支付,請采取預付定金,餘款貨到卸車之前打卡,方可提貨。預付定金額度大於產品往返運費,防止買傢違約造成賣傢損失,望理解!買傢不願支付定金的,請選擇阿裡巴巴擔保交易。不支持物流代收。)
買傢擔心的保修問題(本產品配件保修一年,正常損壞,舊件換新件。非正常損壞不在保修范圍之內,成本價提供配件,郵費自理。)
(下頁接) (1)
(接上頁)
優惠(本公司網上報價不含稅,不開具發票。量大從優。購買一至兩臺的客戶可根據距離的遠近適當給予優惠。800公裡之內免運費。)
以上是購買產品的細節,如有疑問,請致電13708945372和王鵬經理聯系或QQ:787276733 如不在線請留言。
魯創沖壓機床有限公司
電話:0533-5556900
傳真; 0533-5556900
移動電話;13708945372
阿裡旺鋪;www.zblccc.cn.alibaba.com
業務QQ:787276733
地址:山東淄川西工業園
農行賬號:6228480280200367314
戶名:王鵬 (賬號和戶名相符,方可打款)


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



