




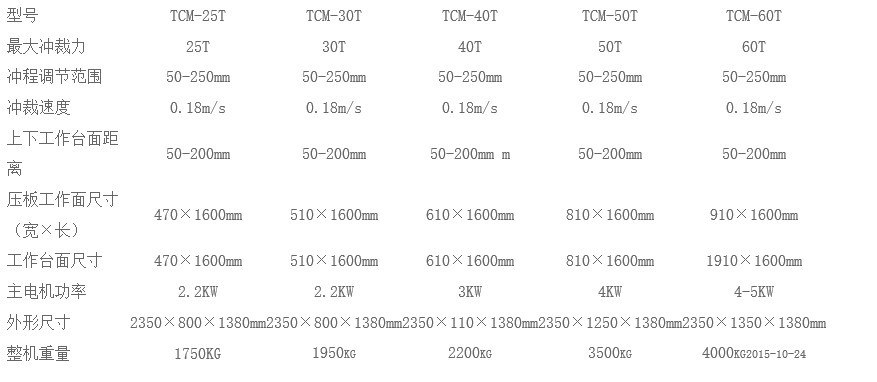
產品名稱:四柱裁斷機
產品規格:
裁斷機種類
根據它們的傳動方式、結構和用途
1、按照傳動形式分:
A、機械傳動裁斷機:是比較老型的機器。
B、液壓傳動裁斷機:是現代比較通用的裁斷機,根據年代可細劃分為第一代平麵導軌式液壓裁斷機,第二代普通四柱液壓裁斷機,第三代精密四柱液壓裁斷機及龍門移動式液壓裁斷機。
C、全自動滾壓式裁斷機:用三文治的方法進行加工整張皮料或者紡織品等。
D、電腦控製水束裁斷機:是現代比較先進的裁斷機,無須使用刀模,根據輸入程序進行裁斷。沖切源為高壓水束發生器。
E、電腦控製超音波裁斷機:控製形式與水束裁斷機相似,沖切源為超音波發生器。
2.按照結構方式分:
A、搖臂式裁斷機:沖切部件為可以擺動的搖臂,適合於皮革、天然材料及人造革等非金屬材料的沖切。
B、龍門移動裁斷機:沖切部件為可以沿著橫梁左右移動的沖切頭,刀模可以固定在沖切頭上,也可以放在被加工物上。大型、電腦控製的龍門裁斷機沖頭上安裝著可以旋轉的刀模架,可以根據程序排版,選擇相應的刀具;當然相應需配備自動送料機構。

龍門式裁斷機
C、平板式裁斷機:它與龍門式裁斷機的區別在於橫梁直接進行沖切,沒有可以移動的沖切頭。平板裁斷機又分為:橫梁固定或橫梁可前後移動及工作臺滑板可前後移動的兩大類。

油壓平麵式裁斷機
D、四柱式精密裁斷機:雙油缸,四立柱自動平衡連桿結構。

四柱式精密裁斷機
3、按照加工部件用途分:
A、專用裁斷機:適合於泡罩加工的吸塑裁斷機。
B、臥式裁斷機:適合於加工輪胎材料。
二.機械傳動裁斷機
一般機械傳動的裁斷機速度較快,運轉穩定(調整好後,沖程下限不會發生變化),沖切力較大;其最大的缺點是噪音較大。所以自60年代以來逐步為液壓傳動的裁斷機所代替。
三、 液壓傳動裁斷機
判斷液壓裁斷機功能的主要依據是:沖切力大小和沖切速度。沖切力很大,但沖切速度很低,或者沖切速度很高,但沖切力很小的機器,都不能順利地完成沖切任務。 對於機械傳動的裁斷機一般沖切速度都較高,約為250次/分;其沖切速度是變值,平均沖切速度為:200毫米/秒。液壓裁斷機的沖切速度一般為:大於75毫米/秒。
機械傳動的裁斷機和液壓傳動的裁斷機不同點,主要由兩種傳動的不同的特性所決定的:機械傳動是剛性傳動,而液壓傳動確有一定的柔性。
液壓裁斷機的特點是:當沖切頭通過刀模作用於被加工物的瞬時,作用油缸內的壓力並未達到額定壓力,壓力將隨著接觸(切入工作物)的時間增加而增加,直到電磁換向閥接收到信號,換向閥換向,沖切頭開始復位;這時油缸內的壓力由於受到進入油缸的壓力油時間的限製,可能並未達到設定的額定壓力值;也就是說,系統壓力未達到設計值,沖切就已經完成。

搖臂裁斷機
四、裁斷機使用現狀
1.機械傳動的裁斷機,雖然還有廠傢在繼續生產,一些小型、個體廠商仍在使用,但這種形式的裁斷機勢必將被淘汰。
2.液壓傳動的裁斷機,現在仍然處於主流地位。在液壓裁斷機中,大量被采用的是噸位在8-20噸的搖臂式裁斷機。平板式和龍門裁斷機多數用於比較大型的生產廠傢,更適合於對皮革、人造非金屬材料的沖切。
3.全自動裁斷機在我國已經開始使用,由於製造業工業現代化程度的提高,在不久的將來可能會有一定的市場。但在近期,它將不可能替代液壓裁斷機。
液壓裁斷機介紹:
液壓裁斷機英文名hydraulic cutting machine 又叫裁床、裁斷沖床、下料機、模壓機、模切機、裁料機、開料機、落料機等。裁斷機是一些輕工行業不可缺少的設備。傳統觀念,裁斷機是借助於機器運動的作用力加壓於刀模,對非金屬材料進行沖型加工的機器。近代的裁斷機發生瞭一些變化,開始將高壓水束、超音波等先進技術用於皮革沖切技術中,但人們仍然將這些設備歸納在裁斷機類的設備中
裁斷機使用范圍:適合發泡材、紙板、紡織物、塑膠材料、皮革、橡膠、包裝材料、地板材料、地毯、玻璃纖維、軟木等非金屬物料通過刀模借助機器產生的沖壓力實現物料的沖切裁斷。
機器安裝
1.將機器水平固定在平整的水泥地麵上,檢查機器各部分零件是否完好牢固,線路是否暢通有效。
2.清除上壓板和工作臺麵上的污漬雜物。
3.往油箱註入68#或46#抗磨液壓油,油麵不得少於濾油網上方25mm.
4.接入380V三相電源,按下油泵起動按鈕,調整並保持電機轉向與箭頭方向一致。
高度設定
1.清除工作臺麵膠板上的雜物,將刀模置放於膠板中央。
2.機器開動後,將設定手輪松開,將“壓力製” 左旋到零位。
3.把設定開關右旋轉到“刀模設定”方向,裁斷壓板13即開始緩慢下行至貼緊刀模便自 動停下。
4.把設定手輪推至最下方並將其收緊。回復啟動前04設定開關製(左旋)轉到“裁斷”位置。
5.再按動剎車開關,裁斷壓板就即時回升至最高位置,此時刀模設定完畢。
裁斷點的調整
1.刀模設定工作完成後,將被裁物料放在膠板上,然後將刀模放在物料上,再將送料板推進裁斷區域內。
2.分別用雙手按下12裁斷開關,此時裁斷壓板就下降加壓於刀模,至刀模切斷物料後自動回升至起動前的位置停下。
3.在沖裁物料時,如發現物料沒完全裁斷時,調整03裁斷深度控製器,將“壓力製”向順時針逆方向旋轉;如刀模壓入膠板太深,則將“壓力製”向逆時針方向旋轉,調整時間越長裁斷深度越深,設法調整至刀模輕微壓入膠板為止。
4.將送料板拉出裁斷區域,取出裁好的物料,就此完成一次沖裁過程。
操作註意
1.裁刀設定時,一定要先放松設定手輪,使設定桿接觸到裁斷點控製開關否則裁刀設定開關轉至ON時,無法產生設定的動作。
2.工作時裁刀盡量置於上壓板之中央位置,以免造成機械之單邊磨損,影響其壽命。
3.更換新裁刀,如高度不一樣時,請依設定方法,重新設定。 4》裁斷動作時,手請離開裁刀或斬板,嚴禁用手去扶助刀模而來裁斷,以免危險。
5.操作人員如需暫離位置時,請務必關掉馬達開關,以免他人不當操作而損壞機臺。
6.請避免超負荷使用以免損壞機器而減少使用壽命。
廣泛應用於皮革及製鞋、手袋及箱包、手套及帽子、工藝及絲花、繡花、拼圖及製卡、吸塑與包裝、印刷與紙品、文具、塑膠化工、汽車和電子等及其它輕工產業。
液壓裁斷機使用的安全事項:
①、為確保安全,作業時嚴禁將手及身體其它部位伸進沖裁區域內,維修保養前必須關閉電源,並在沖裁區墊入木塊或其它硬物,以防止泄壓後上壓板失控,造成意外人身傷害。
②、特殊情況下,需要上壓板立即回升時,可按復位按鈕即可,停止時,按下電源剎車按鈕(紅色按鈕),整機系統立即停止運作。
③、操作時必須雙手擊上壓板上的兩個按鈕,不得隨意改單手,或腳踏操作。
解決噪聲問題的方法
1、檢查液壓裁斷機各個部件,更換出現問題的部件,或是檢修。
2、更換合適的液壓油。
3、檢查液壓油的油量,防止吸入空氣或清洗過濾器。
4、調整液壓裁斷機聯軸器的同心度,或是更換零件。
5、清洗閥心或更換新件,電流須穩定及充足
液壓泵產生燥音
A 液壓油不足,按照規定用量保給.
B 液壓油粘度大,更換規定粘度的液壓油。
C 異物進入液壓油,濾網堵塞,更換液壓油,清洗濾網
D 聯軸器膠圈磨損,更換膠圈
液壓裁斷機油溫過高的原因
1 油泵損壞,內部零件在高速轉動時磨損產生熱量。
1 油壓組件內漏,如方向閥扣壞或密封圈損壞,令高壓油流經細小空間產生熱量。
3 壓力調節不當,液壓系統長期處於高壓狀態而過熱。
裁斷機裁斷區域平行精度調校方法
裁斷機使用一段時間後因長久的震動,或不當的操作所致而造成裁斷壓板與機臺麵間的平行度走位,使得裁斷時發生一邊裁得太深而另一邊裁得太淺的情形造成生產的困擾,故需重新校正以保持裁斷的品質。
校正步驟如下:
1. 將裁刀、裁板及送料拖板取下。
2. 將機臺用設定的操作方式,使裁斷壓板下降定位。
3. 將電源開關切到OFF的位置。
4. 分別在四條立柱處,查看比較各處的裁斷壓板與機臺麵間的距離偏差值,以較大距離者為基準,以較短距離者為調整的對象。
5. 再分別將四條立柱上端壓緊螺母松開,則用厚薄適當的鐵片放置在較短距離者的壓板與立柱臺階之間, 分別調校好適合的高度後,收緊螺母即可。
如何采購四柱裁斷機
如何選擇裁斷機?這需是個老話題。但有必要重提,原因是----筆者發現好多使用瞭多年的裁斷機用戶在再次購買時任有很多不明白的地方。目前從搜索引擎搜得的結果大部分也是很早以前的信息,且有的驢唇不對馬嘴,眾多還摻雜著廣告;對正真想瞭解如何選擇裁斷機的用戶幾乎沒有什麼幫助,筆者今天總結瞭一些技巧或是經驗與大傢分享,給大傢做一個參考,希望能幫到大傢。
目前市場機械式裁斷機基本退出市場,其配件以後也會越來越難購買,小編不建議大傢考慮機械式裁斷機。在排除機械式裁斷機之後剩下的液壓式裁斷機如下:(順序是任意排的,不分先後)
一,精密四柱裁斷機;精密四柱裁斷機是目前使用最廣泛的一個種類,也是大多數銷售人員優先推薦的。精密四柱裁斷機是雙油缸,雙連桿,四柱結構;它有結構穩定,沖切快速精確,穩定性好,使用壽命長,易於維護等優點。可使用普通鋼刀和激光刀;可以說精密四柱裁斷機適合目前百分之九十五以上的行業作裁切使用。
二,平麵液壓裁斷機;平麵式液壓裁斷機又叫兩柱式裁斷機或導軌式裁斷機,上個世紀九十年代的產品,目前市場數量不多正逐漸淘汰;平麵式裁斷機裁切精度相對不高但速度夠快,單油缸,價格相對較便宜,維修相對較為簡單;在玩具,手套,鞋帽行業還有很多使用的。如考慮預算且要求不高的可以考慮。
三,移動龍門裁斷機;移動龍門式裁斷機又稱移動頭,移動頭可以左右自由移動方便取料和裁切,機械結構又分為普通式和精密四柱式,普通式結構存在一定的缺陷,小編不建議大傢考慮。移動龍門式裁斷機操作視線非常好,安全性也高,但不適合裁切麵積較大的產品,一般玩具和鞋帽行業用的較多。大多數配合自動送料做全自動裁切使用。為瞭節省材料彌補產品裁切間的有效間隙有的移動龍門式裁斷機還帶有360度旋轉功能。
四,搖臂式裁斷機;搖臂式裁斷機是以立柱加搖臂組合而成,搖臂可左右輕松擺動,也可調節搖臂上端的手輪而實現裁切行程大小,裁切深度由定位器調節實現,非常方便。一般鞋廠使用較多,而如今的票夾,玩具,飾件也大量在使用。
五,平移式裁斷機;平移式裁斷機是在沖切完成後上工作臺自動移向後方,空出整個工作臺方便放取料,此種結構操作人員可以整個身體靠近機器,整個操作非常舒服省力且機器上工作臺移在後方不存在安全隱患。當然此種結構的機器價格相對也比較高,整卷材料無需裁剪可直接在此款機器上裁切。
六,單雙邊自動送料裁斷機;單雙邊自動送料機器適合於片狀材料的裁切,刀模和材料可直接放在送料板上自動送進去裁切完成後自動退出,人工隻需取放材料即可。單雙邊自動送料裁斷機近幾年在包裝,吸塑和汽車行業使用較多。其中雙邊的效率較高,一臺機器相當於兩臺機器在使用,空載率明顯下降。此款機器的安全性也極高,因為操作人員操作時是遠離裁切區域的。
七,卷狀連續作業精密裁斷機;卷狀連續送料裁斷機是靠機械手臂拉動整卷材料和輸送皮帶一起進入裁切區域,經裁切後從另一端直接去成品即可的一種機器,裁切後成品自動掉入之前放好的料箱內,廢料由收集卷集中卷起,生產效率非常高效,缺點是價格高,維護費用高。一般用於整卷材料的直接沖切。
八,高精度裁斷機(半切,半斷);高精度裁斷機又稱半切機或半斷機,一般密封件,毛氈,觸摸屏,不乾膠行業使用較多。機器精度較高,裁切雙層紙可裁斷其中一層保留一層不斷,半斷因此得名。
在大致瞭解瞭以上幾種裁斷機後結合自身情況做一個大致的選購范疇,比如預算,效率,產品要求等方便的出一個大致的結論,然後再細選。另外還有要註意的是裁斷機的壓力如何選擇,我們給出大致的結論(記住是大致或平均值),以每米刀線長度需要5噸左右的壓力來選擇,當然在算出最具體噸位後需要放寬一點餘量,一般隻用機器百分之八十的力道是一個合理的值。
裁斷機種類
1、按照傳動形式分:
A、機械傳動裁斷機:是比較老型的機器。
B、液壓傳動裁斷機:是現代比較通用的裁斷機。
C、全自動滾壓式裁斷機:用三文治的方法進行加工整張皮料或者紡織品等。
D、電腦控製水束裁斷機:是現代比較先進的裁斷機,無須使用刀模,根據輸入程序進行裁斷。沖切源為高壓水束發生器。
E、電腦控製超音波裁斷機:控製形式與水束裁斷機相似,沖切源為超音波發生器。
2、按照結構方式分:
A、搖臂式裁斷機:沖切部件為可以擺動的搖臂,適合於皮革、天然材料及人造革等非金屬材料的沖切。
B、龍門式裁斷機:沖切部件為可以沿著橫梁左右移動的沖切頭,刀模可以固定在沖切頭上,也可以放在被加工物上。大型、電腦控製的龍門裁斷機沖頭上安裝著可以旋轉的刀模架,可以根據程序排版,選擇相應的刀具;當然相應需配備自動送料機構。
C、平板式裁斷機:它與龍門式裁斷鹽的區別在於橫梁直接進行沖切,沒有可以移動的沖切頭。平板裁斷機又分為:橫梁固定或橫梁可前後移動及工作臺滑板可前後移動的兩大類。
D、四柱式精密裁斷機:雙油缸,四立柱自動平衡連桿結構。
油壓裁斷機由以下三個基本部分組成。
1、機械部分:由機身、工作機構和行程調節裝置組成,龍門液壓裁斷機還包括滑鞍移動進給裝置和自動送料裝置。
2、液壓系統:由液壓泵、執行元件(液壓缸)、控製元件(壓力閥、方向閥)、輔件(過濾器、油箱、壓力表等)組成。
3、控製部分:包括開關、繼電器、接觸器等元器件構成的電氣控製回路以及部分裁斷機裝的光電安全保護裝置等。
油壓裁斷機的行程控製包括上限位置調整和下限位置控製兩方麵。其工作機構上限位置調整有以下幾種方法。
1、改變行程開關位置,用機械-電氣-液壓聯鎖控製的方式調整。20世紀60~70年代以事業,國內外生產的很多液壓裁斷機是采用這種方式調整工作機構上限位置,在一些新型懸臂液壓裁斷機中也有采用傳統油壓裁斷機使用的機-電-液聯鎖控製方法的類型,如德國scbon公司生產的8LE、8LES、8LEST、8LEST等型號,但采用的是無觸點開關。
2、電動:電機通過機械傳動機構帶動力軸壓板進行調整,如捷克06135/P1型帶液動擺臂裝置的液壓裁斷機。
3、手動:旋動手輪,通過絲杠的螺旋運動直接帶動立軸壓板調整,如英國GSB-I型液壓裁斷機。
4、液動:旋動手輪,通過液壓隨動系統自動調整,如意大利S系列型號的液壓裁斷機。
液壓裁斷機工作機構下限位置控製有以下兩種方法。
1、行程開關控製:通過改變行程開關位置用機械-電氣-液壓聯鎖方式控製,用帶觸點的行程天關或無觸點開關給出控製行程下限位置的信號。
2、時間控製:這種控製方法是通過延時電路將輸入信號延遲一定時間後輸出,從而控製電磁閥的吸合時間實現工作行程控製,有直接用操縱按鈕輸入觸發信號的,也有通過液壓回路壓力的變化用壓力傳感元件輸入觸發信號的。



工廠一角











批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



