
無錫錦新硫化器製造有限公司告訴你膠帶的修補具體方法及流程:
目的:膠帶蓋膠和芯層如有部分損壞,而不及時修補水分和污物侵入後,將使傷痕擴大,造成膠帶壽命縮短,為延長膠帶壽命,及時發現缺陷,盡早處理,其經濟意義無疑是巨大的。
普通聚酯膠帶的修補
一、工作麵覆蓋膠損傷
根據蓋膠破損狀態可作圓形或菱形修補,沿破損輪廓四周至少大出15~20mm, 劃出切割修補線,以45o角斜切,並剝去已損壞的蓋膠。切割時註意不要損傷下麵的佈層。
準備修補膠片,大小與切割麵吻合,厚度與原蓋膠相一致(如厚度不夠 可多層貼合,)四周邊切成斜口(冷粘用已硫化的膠片,熱粘用未硫化膠片)。
修補處及補片打毛,清除膠屑雜質,清洗乾凈,在修補處及補片上塗刷膠漿,至少兩遍,並充分乾燥。
貼合修補膠片並充分滾壓牢實,周邊存在的多餘膠邊用片刀輕輕片切平整。
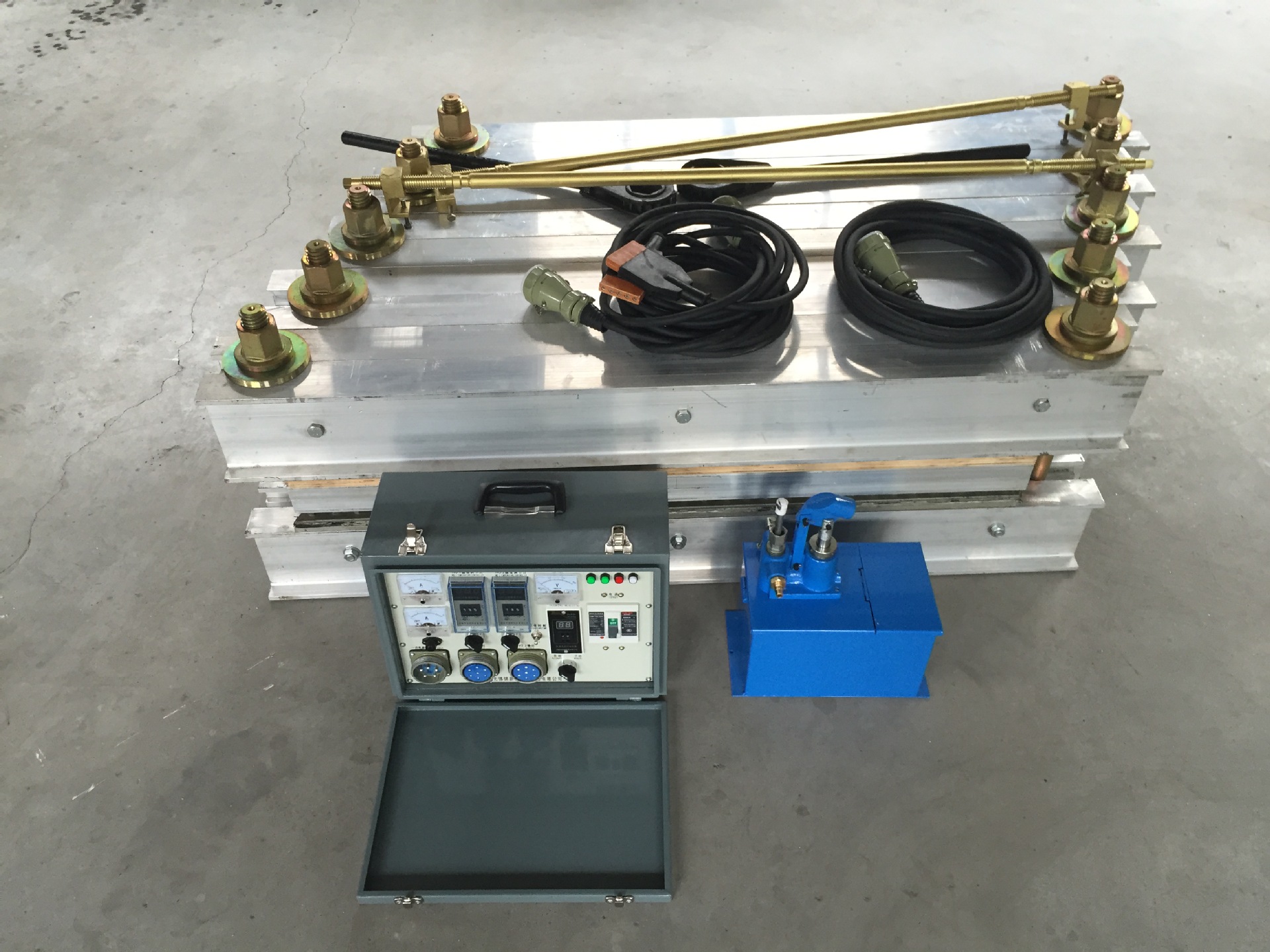
如熱粘可用硫化修補器。參照膠帶膠接工藝。
二、帆佈層破損修補
1.檢查破損麵積大小及佈層損壞層數,一般破口最大不能超過帶寬的20﹪。
2.標記劃出修補部位尺寸。麵積按層數乘30mm 計算。例如四層破損。補修麵積為4×30=120mm 。即修補麵積為120mm×120mm。
3.分層切割剝離成階梯式切口。然後打毛逐層刷膠漿貼補帆佈和蓋膠壓牢。
4.在膠帶的返回麵按損壞麵四周至少大50mm ,劃線打磨,刷膠漿,粘補蓋膠,滾壓牢實。
三、帶的縱向撕裂及膠帶寬度20﹪以內的邊緣撕裂修理
1.帶的縱向撕裂,一般隻需按帆佈層的一半進行分段,其修補尺寸為
縱向方向:(需替換層數+1)×50mm
橫向方向:(需替換層數+1)×30mm
2.膠帶的邊緣撕裂,首先要檢查一下,損傷的帶邊是否直線運行,如果必要的話,應調直,消除膠帶張力。
3.劃出邊緣修補尺寸位置線,每一層織物隔30mm作測定,從撕裂邊緣兩側和撕裂的端部,開始,如載重量較大時,這一尺寸在膠帶運行方向上應加倍。
4.縱向和邊緣撕裂的操作程序與帶芯佈層破損的修補方法,基本是一致的,但邊緣的修補在邊緣上應粘上垂直膠條。
註:切割時,要與膠帶中心線成45o角。
四 鋼絲繩芯輸送帶的修理
1.覆蓋膠損傷和邊膠損傷的修補
同普通聚酯帶。
2.鋼絲繩芯拉斷
(1)修理時要除去破損的(或翹起的)鋼絲繩,要用斷線鉗剪斷,不能用氣割,電焊等方式。
(2)修補有一根鋼絲繩破斷的帶子時,要在蓋膠不破損的部位,將鋼絲繩割斷,然後進行硫化。
(3)如果相鄰兩根或兩根以上鋼絲繩斷裂時,剝去修理段的蓋膠,從鋼絲繩破損部位的兩麵每隔一根插入一段800mm鋼絲繩,破損區段打磨,清除膠屑,汽油清洗,塗膠漿,鋪進新的刷膠鋼絲繩,刷汽油和膠漿填加細小的隔離膠條,然後上芯膠、蓋膠,滾壓硫化。
3.縱向穿透撕裂的修補
(1)沿裂口左右各60~100mm作標記,用刀子割破損的翹出的芯膠和蓋膠並作成斜麵。
(2)打磨,其范圍超出標記線約10—20mm。
(3)先在裂口中間和上部貼芯膠,再貼蓋膠,蓋膠比工作麵厚1~1.5mm.比打磨部位寬10~20mm。
(4)按硫化程序硫化。
五、修補註意事項
1.修補前對輸送帶損傷部周圍用汽油擦乾凈。
3.填補時應使填料表麵高出帶麵1.5mm作為固化後的收縮量。
4.修理部位固化前最好用木板或鐵板夾緊固定。
普通聚酯膠帶的修補
一、工作麵覆蓋膠損傷
根據蓋膠破損狀態可作圓形或菱形修補,沿破損輪廓四周至少大出15~20mm, 劃出切割修補線,以45o角斜切,並剝去已損壞的蓋膠。切割時註意不要損傷下麵的佈層。
準備修補膠片,大小與切割麵吻合,厚度與原蓋膠相一致(如厚度不夠 可多層貼合,)四周邊切成斜口(冷粘用已硫化的膠片,熱粘用未硫化膠片)。
修補處及補片打毛,清除膠屑雜質,清洗乾凈,在修補處及補片上塗刷膠漿,至少兩遍,並充分乾燥。
貼合修補膠片並充分滾壓牢實,周邊存在的多餘膠邊用片刀輕輕片切平整。
如熱粘可用硫化修補器。參照膠帶膠接工藝。
二、帆佈層破損修補
1.檢查破損麵積大小及佈層損壞層數,一般破口最大不能超過帶寬的20﹪。
2.標記劃出修補部位尺寸。麵積按層數乘30mm 計算。例如四層破損。補修麵積為4×30=120mm 。即修補麵積為120mm×120mm。
3.分層切割剝離成階梯式切口。然後打毛逐層刷膠漿貼補帆佈和蓋膠壓牢。
4.在膠帶的返回麵按損壞麵四周至少大50mm ,劃線打磨,刷膠漿,粘補蓋膠,滾壓牢實。
三、帶的縱向撕裂及膠帶寬度20﹪以內的邊緣撕裂修理
1.帶的縱向撕裂,一般隻需按帆佈層的一半進行分段,其修補尺寸為
縱向方向:(需替換層數+1)×50mm
橫向方向:(需替換層數+1)×30mm
2.膠帶的邊緣撕裂,首先要檢查一下,損傷的帶邊是否直線運行,如果必要的話,應調直,消除膠帶張力。
3.劃出邊緣修補尺寸位置線,每一層織物隔30mm作測定,從撕裂邊緣兩側和撕裂的端部,開始,如載重量較大時,這一尺寸在膠帶運行方向上應加倍。
4.縱向和邊緣撕裂的操作程序與帶芯佈層破損的修補方法,基本是一致的,但邊緣的修補在邊緣上應粘上垂直膠條。
註:切割時,要與膠帶中心線成45o角。
四 鋼絲繩芯輸送帶的修理
1.覆蓋膠損傷和邊膠損傷的修補
同普通聚酯帶。
2.鋼絲繩芯拉斷
(1)修理時要除去破損的(或翹起的)鋼絲繩,要用斷線鉗剪斷,不能用氣割,電焊等方式。
(2)修補有一根鋼絲繩破斷的帶子時,要在蓋膠不破損的部位,將鋼絲繩割斷,然後進行硫化。
(3)如果相鄰兩根或兩根以上鋼絲繩斷裂時,剝去修理段的蓋膠,從鋼絲繩破損部位的兩麵每隔一根插入一段800mm鋼絲繩,破損區段打磨,清除膠屑,汽油清洗,塗膠漿,鋪進新的刷膠鋼絲繩,刷汽油和膠漿填加細小的隔離膠條,然後上芯膠、蓋膠,滾壓硫化。
3.縱向穿透撕裂的修補
(1)沿裂口左右各60~100mm作標記,用刀子割破損的翹出的芯膠和蓋膠並作成斜麵。
(2)打磨,其范圍超出標記線約10—20mm。
(3)先在裂口中間和上部貼芯膠,再貼蓋膠,蓋膠比工作麵厚1~1.5mm.比打磨部位寬10~20mm。
(4)按硫化程序硫化。
五、修補註意事項
1.修補前對輸送帶損傷部周圍用汽油擦乾凈。
3.填補時應使填料表麵高出帶麵1.5mm作為固化後的收縮量。
4.修理部位固化前最好用木板或鐵板夾緊固定。
5.切口方向盡可能與覆蓋膠成45度,避免切口與膠帶長度方向成直角。
無錫錦新硫化器製造有限公司專業從事硫化器,電熱硫化器,無錫硫化器,膠帶修補器,修補器,膠帶撕裂修補器的生產和銷售,歡迎來電咨詢:13771052182/0510-88792295
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。