生產線簡介
一、設備組成:
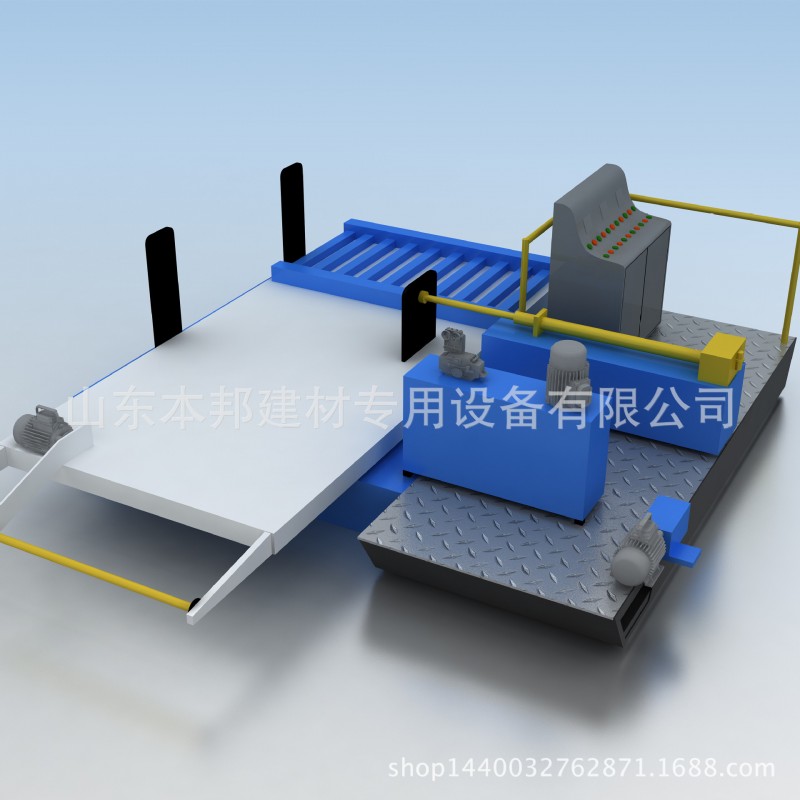
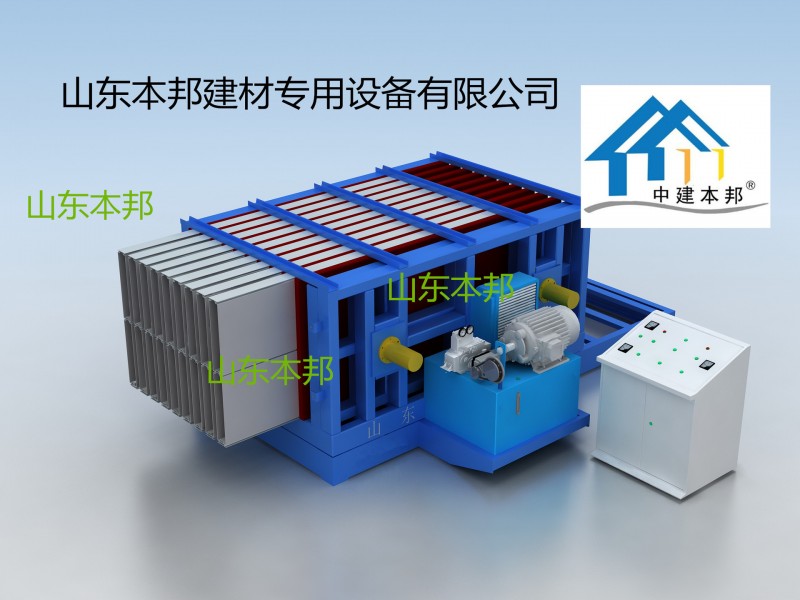
生產線由密閉環保倉儲系統、自動計量上料系統、水泥物理發泡系統、EPS發泡系統、攪拌系統、泵送和壓力澆註系統、模具車、循環系統、控製監控電氣電子系統等組成。
二、單機產量
山東本邦該生產線可以生產EPS夾芯復合隔墻板墻板尺寸為厚度90(120)mm、寬度610mm、高度2440mm。也可以根據客戶需要生產60mm、75mm、90mm、120mm、150mm、180mm、240mm等不同厚度的墻板。
厚度(mm) | 長度(mm) | 寬度(mm) | 單機單次生產數量 | 單機單次產能(㎡) |
60 | 2440 | 610 | 58 | 86.33 |
75 | 2440 | 610 | 50 | 74.42 |
90 | 2440 | 610 | 42 | 62.51 |
120 | 2440 | 610 | 34 | 50.61 |
150 | 2440 | 610 | 30 | 44.65 |
180 | 2440 | 610 | 28 | 41.68 |
三、生產線配置
項目 | 山東本邦 半自動復合墻板生產線 |
年產能(㎡) | 20萬—60萬 |
水泥粉煤灰料罐 | 2套X100噸 |
建築碎砂石料倉 | 5m³ |
粉料上料系統 | LXS243-9X2臺 |
鬥式提升機 | TH250 料鬥形式SH |
聚苯顆粒輸送 | 氣動 |
主攪拌系統 | 雙JS1000 |
攪拌參數 | 60m³/h |
成組模具 | 10—30臺 |
澆註臺 | 1套 |
修整平臺 | 1套 |
裝模具平臺 | 1套 |
生產車間麵積(㎡) | 20米×80米 |
四、生產流程

1,水泥、粉煤灰、水、聚苯顆粒等芯材原料由上料系統從料倉輸送到計量鬥,有電腦、電子稱精確計算出量。原料由蝶閥控製進入攪拌機,攪拌2-3分鐘,攪拌機卸料,芯材落入卸料鬥。
2,模具小車由橫移車運送至攪拌機卸料鬥下方,卸料口開放,芯材依次被澆註到模具小車內。
3,模具車由牽引車拉出橫移車,到修正平臺震實,拆掉夾板器,修正板材上表麵,由牽引車拉入養護區養護8—10小時。橫移小車回到原點承載下輛模具車,完成下個循環
4,模具車養護8—10小時後,由牽引車拉至拆模區,拆模。板材由小吊車從模具車吊下疊放,由叉車運輸到儲藏區存放,養護7至28出廠。
5,模具經過清理,塗抹隔離劑後裝入模具車。由牽引車拉至插板區插入矽酸鈣板,放夾板器固定住矽酸鈣板。利用拉緊桿使模具壓緊。
6,模具車由牽引車拉至橫移車上,橫移車運輸模具車至攪拌機卸料鬥下方完成澆註,進入下一個循環。
註意事項:
1,輕質墻板芯材配比必須按照配方由電腦控製完成
2, 鋁合金模具裝入模具車之前必須塗抹隔離劑
3, 插入矽酸鈣板後必須利用拉緊桿拉緊,是模具固定在模具車上,不留間隙。
4,澆註完成後震實要適當
5,澆註完成後養護8小時以上方可拆模
6,攪拌機操作嚴格按照攪拌機規程說明書操作。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。