馬鞍山南望機械科技有限公司
“做國人信賴機械 創鋼城特色品牌”
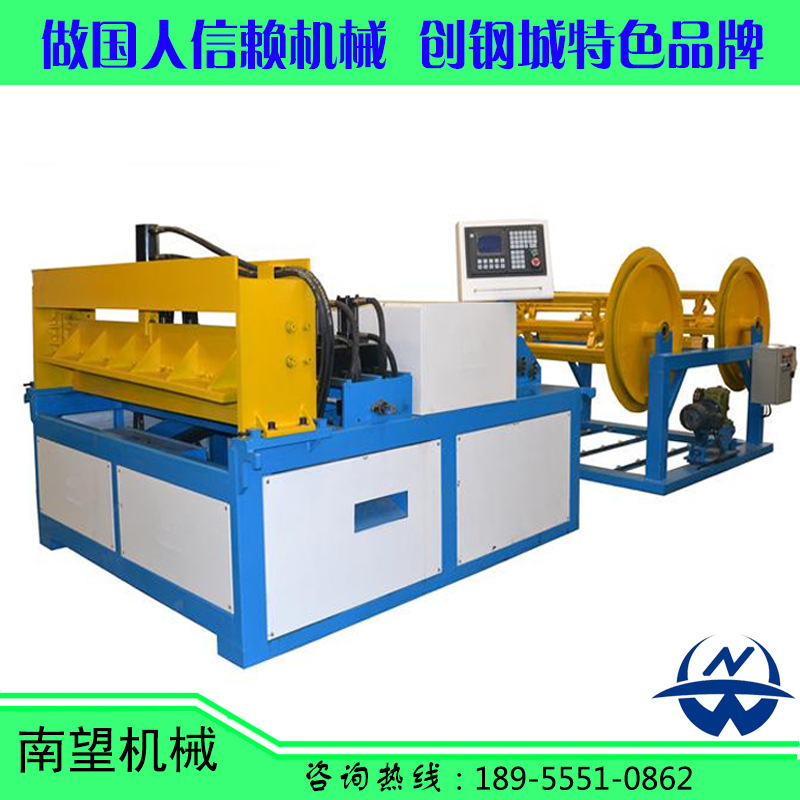
咬口機,又稱轆骨機,咬縫機,咬邊機,風管咬口機,風管轆骨機。是一種多功能的機種,主要用於板材連接和圓風管閉合連接的咬口加工。可以滿足風管製造的各種不同形狀的骨型。加工板材厚度為0.5-1.5mm。機器的所有齒輪、軸、軋輥均選用優質鋼材,經過嚴格的熱處理工藝,保證機械耐用,質量穩定,具有易於安裝、外型美觀,機械原理合理,移動靈活、操作使用方便等特點,能滿足用戶不同的要求。咬口機適用於通風、空調、凈化等裝置的風管製作,根據要求,可製作成各種方形、矩形的薄板風管,是各種鈑金加工、風管製作等不可缺少的機械化設備。
咨詢熱線:18955510862 呂先生

咬口機使用方法:
1.先調整好工作范圍所需厚度(上下軋輪間隙),調整方法如下:
將內外軋輪調節螺母擰到底,然後反轉 軋0.5mm材料時發轉120度(1/3圈),軋1.0mm材料時發轉240度(2/3圈),軋1.2mm材料時發轉290度(約5/6圈)。如果工作時材料打滑,系間隙過大,可將調整螺母再擰緊少許,調整好後,須同時用兩扳手將上下螺母間並緊,以防松動,但切忌間隙調整過小,以免機器損壞。
註意:咬口機出廠時已調整在1mm厚度,若加工1mm左右厚材料時,不需調整。
2.壓筋輪調壓桿可根據用戶要求調節折筋高度,愈旋緊調壓桿,折筋愈扁,反之,折筋變高。
3.咬口成形尺寸的調整咬口成形尺寸,是指咬口口形中通過調整可變化的尺寸,咬口尺寸的變化,通過調整進料靠尺在臺麵板上的位置來實現。如下圖所示,其中,內軋輪進料靠尺的位置L1相對於左橫梁板內側表麵度量,外軋輪進口靠尺的位置L2相對於右橫梁板外側表麵度量。進料靠尺位置確定後,為瞭防止跑偏,可將內軋輪進料靠尺的外端向內偏移2~3mm,外軋輪進料靠尺的外端向內偏移1~2mm。
4.內、外軋輪出料靠尺的調整出料靠尺的調整方法為:當板材經過咬口到達出料端時,停機調整,使出料靠尺側麵貼上板材後緊靠靠尺,使之定位即可。








咬口機機維護保養的方法:
1、嚴格按照操作規程進行操作。
2、每次開機前按潤滑圖表要求定時、定點、定量加潤滑油,油應清潔無沉淀。
3、機床必須經常保持清潔,未油漆的部分應塗抹防銹油脂。
4、電動機軸承內的潤滑漾油要定期更換加註,並經常檢查電器部分工作是否正常安全可靠。
5、定期檢查鏈條、手柄、旋鈕、按鍵是否損壞,磨損嚴重的應及時更換,並報備件補充。
6、定期檢查修理開關、保險、手柄、保證其工作可靠。
7、每天下班前10分鐘,對機床加油潤滑及擦洗清潔機床。
8、嚴禁非指定人員操作該設備,平常必須做到人離機停。



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。