1.設備名稱及用途: 1.設備名稱及用途:
1.1設備名稱:CJE-12000型微機控製熒光磁粉探傷機 1.2被測工件:環形件。 1.3規格:最大直徑600以內,長600以內,內孔直徑85以上的工件 1.4檢測要求:檢查工件件內外表麵和近表麵因機加工和疲勞而引起的裂痕等細微缺陷。 2.設備配置、技術參數及功能 (一)本機設計製定標準 JB/T8290—1998《磁粉探傷機》 (二)設備能力 運轉時間:大於500小時/月。 節拍:每隻35――90秒。 (三)設備組成(見附圖) 電源控製櫃(包括:操作站、控製主機板和主電源板等 ) 一套 磁化夾持裝置(包括:夾緊機構、閉路磁軛縱向磁化器、周向磁化器等) 一套 控製系統(歐姆龍PLC) 一套 磁懸液噴灑系統 一套 紫外燈系統 一套 暗室系統 一套 升降旋轉觀察機構[註:用於工件的支承與旋轉觀察] 一套 (四)主要技術指標: 本機按照《中華人民共和國國傢標準磁粉探傷機》(JB/T8290—1998)製造。 輸入電源:三相四線 380V±10% 50Hz,350A 暫載率:20% 磁化電流 周向:AC 0—12000A,連續可調(帶斷電相位控製) [註:穿棒電流] 縱向:AC:0-12000AT(有效值),連續可調(帶斷電相位控製)[註:從工件中心通過的磁場磁勢] 退磁方式:衰減式自動退磁 退磁效果:剩磁≤3Gs 氣動夾緊:穿棒行程0-650mm[註:確保磁棒從工件中心通過] 夾緊方式:氣動(氣源用戶自備³0.4MPa) 電療間距:0—650 mm 磁化方式:單周向磁化,單縱向磁化和復合磁化[註:周向穿棒感應法,縱向二次感應法] 紫外線強度:工件表麵離紫外燈泡380mm處強度不低1000uw/cm2 氣源氣壓: 0.4—0.8MP 使用環境:溫度—10℃~+40℃ ,相對濕度≤80% 貯存環境:溫度—20℃~+60℃,相對濕度≤70%,無腐蝕性氣體粉塵和強力高頻電磁污染。 靈敏度測試:按《中華人民共和國機械行業標準JB/T6065—92》磁粉探傷用標準試片規定,以15/50的A型試片測試,在工件的任意方位顯示清晰。 運行方式:手動、自動; 暫載率:20% 重量:約2800Kg。 (五)磁化原理 在工件中通過的磁棒中通過電流,工件表麵和近表麵就會產生沿圓周方向的磁場,用於檢測沿工件軸向缺陷;由於是環形件,本機采用閉路磁軛,閉路磁軛線圈產生的磁場沿閉路磁軛運行,通過磁棒從環形件中心通過,就會在工件中產生一個沿環形件圓周向的二次感應電流,此電流產生的磁場就可檢測工件的圓周方向裂紋。當兩種磁場同時施加於工件時,因周、縱向磁化電流具有一定的相位差,在工件表麵可形成復合旋轉磁場,可一次性發現表麵近表麵所有方向的缺陷。 該機周向磁化采用穿棒感應法、縱向磁化采用閉路磁軛二次感應法,對工件進行復合磁化,由於閉路磁軛有磁場集中,與開路相比磁場損失小,因此,產生的二次感應電流大,磁場強度就相應增大,更為重要的是用閉路磁軛,對環形件的內孔和端麵的磁化效果遠遠大於開路磁軛的探傷方法,且剩磁穩定度好。 (六)主要結構特點 本機采用機電分體固定臥式結構,設備主要由磁化電源、電氣控製系統、磁懸液噴淋及回收裝置、穿棒磁化裝置、閉路磁軛磁化裝置、熒光和暗室裝置、旋轉升降機構等組成。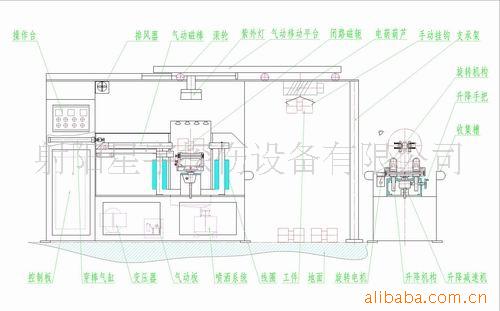
1.磁化電源 磁化電源采用可控矽變流技術,將高電壓小電流轉換成低電壓大電流,兩路電流均分別連續可調,並帶斷電相位控製,磁化電流的大小可直接在表頭上讀出。磁化電源具有過流和過壓保護裝置,可控矽選取較高的安全系數,耐壓為1600V。 2.控製系統 控製系統由PLC集中控製,機器的各動作如穿棒、打開、噴液、磁化、退磁等動作均通過PLC控製,機器配有各動作的手動操作按鈕。 3.穿棒機構和閉路磁軛 穿棒機構由63*650氣缸推動磁棒實現,確保磁棒從環形件中心通過,不碰傷工件,電流通過電不燒傷工件。 閉路磁軛由80*80的高錫錫鋼片製作而成,導磁性能好,磁場強度集中。 4.工件夾持磁化裝置 1.機器的左右側均為固定電療箱,固定的不銹鋼收集槽上。 2.閉路磁軛磁化器:由縱向變壓器提供低壓大電流,通過固定在閉路磁軛上的磁化線圈產生的向磁場,在工件中產生二次感應電流實現工件周向裂紋的檢測。 3.周向磁化器:由周向變壓器提供低壓大電流,通過氣動夾緊工件通電使電流從工件中心通過,產生周向磁場,實現軸向裂紋的檢測。 4.本裝置采用防打火設計。 5.不銹鋼收集槽:收集磁懸液防漏設計,外園邊裝璜美觀好看。 6.氣動機構:由氣缸和配套的電磁閥、調速閥、氣源處理組件等構成,用於磁棒的夾緊和松開。 5.熒光裝置 1.機器配簡易暗房和熒光燈。工件表麵采用普通磁粉沒有較好的反差,需配用熒光燈,進行熒光磁粉探傷配熒光照明光源,熒光燈峰值波長為365nm,推薦采用5支PHILIPS進口日光燈管式。距燈380mm,照度不小於1000mW/cm2,該燈具有使用壽命長、照射麵積大的優點。熒光燈推薦選用懸掛式,以便於使用為原則。 2.熒光燈懸掛於觀察位置上方。機器配簡易暗室,簡易暗房頂麵不低於2200mm,暗易暗房由方管做支撐,外麵罩有佈簾。 8.磁懸液噴淋及回收裝置 本設備設內噴和外噴兩路噴灑機構,確保工件一次全方位噴灑磁懸液,確保瞭磁化效果。 通過PLC控製,能夠任意調整的不銹鋼噴頭磁粉液噴射開始與結束的時間。 通過動閥門可任意調整噴射量。 磁粉液濃度觀察取樣簡單易行,且更換方便。 設置使磁粉不沉淀的攪拌措施。 在磁粉液回收路線內安裝便於更換的過濾器。 下部由不銹鋼集液桶和兩隻攪拌電泵(供內、外噴內噴之用)組成。上部由水道、噴頭、開關、水路等組成,實現自動噴液。 在機器的前麵配擋液板,以防磁懸液濺出主機外。 水劑磁懸液的配製: 熒光磁粉:2-3克/升水 分散劑:0.2% 檢查液重量 防銹劑:0.5% 檢查液重量 消泡劑:0.5-1克/升水 油劑磁懸液的配製 (應使用無味煤油,閃點≥96℃) 熒光磁粉:2-3克/升無味煤油 分散劑:0.2% 檢查液重量 9.設備及操作安全性要求 (1)符合人體工程學原理,易於操作。 (2)該設備設計、製造及操作使用符合國傢對人體及外部環境安全性的相關要求。 10.設備外觀要求: (1)設備結構設計合理,外表美觀大方。 (2)設備焊縫要求平整、光滑,無焊渣和流疤現象。 (3)油漆要求平整、光滑、均勻、美觀。 11.探傷工藝流程 運行程序:手動和自動二種。 自動程序: 人工上料―穿棒――噴液,旋轉――磁化――間歇――磁化――旋轉觀察――退磁――退棒――下料 三、設備附件備件 A型標準試片 1套 四、商務條件 1.用戶自備 (1)電源:供給指定地點(一處),380V,50HZ,>350A。 (2)氣源:供給指定地點(一處)大於0.4Mpa。 2.交貨日 (1)訂貨後到設計、製作、檢查出廠止,60個工作日。 (2)從出廠到貴公司指定地點安裝、交貨為止,為5日以內 3.隨機技術文件 隨機提供以下技術文件: 使用說明書 (內含電路原理圖、電氣接線圖、簡要維修說明、隨機附件等)。 合格證 五、設備驗收 1.驗收標準 技術標準:JB/T8290-1998《磁粉探傷機》; 2.驗收按標準試片、技術協議、合同、實物; 3.終驗收在使用方現場。 六、質量保證 設備製造依據為JB/T 8290-1998《磁粉探傷機》標準。 設備按ISO9001:2000質量體系要求設計、生產。 質量保證和售後服務 (1)設備所有元件及原材料的購進,都通過嚴格篩選和認證,保證是正規廠傢生產。 (2)所有的自製件均采用合格材料,嚴格按設計工藝要求製造。 (3)質量保證期,自雙方簽署合格的《入廠驗收報告》之日起,包修12個月,並終身服務。 (4)保證期內出現設備本身質量問題,需方立即通知供方,供方在12小時內響應, 36小時內到達需方,免費修理。保證期限外出現質量問題,供方在12小時內響應, 36小時到達需方(有償修理)均在1天內完成修復。 附:主要元器件廠傢(可根據需方要求使用特定品牌) 名稱 品牌或製造廠傢 可編程控製器 歐姆龍 控製按鈕 人民企業集團 空氣開關 人民企業集團 交流接觸器/快熔/互感器 人民企業集團 可控矽 上海上整 主變壓器 無錫特種變壓器廠 電動元件 亞德克(臺灣產) 熒光燈管 PHILIPS |