



EPE珍珠棉發泡機螺桿炮筒翻新修復專傢!
降低生產成本,變廢為寶——專業翻新修復舊螺桿炮筒!
碳化鎢合金噴塗修復工藝,國內領先技術!
專業定做、翻新修復——註塑機螺桿、擠出機螺桿、橡膠機螺桿、押出機螺桿、錐雙螺桿、平雙螺桿。翻新後的螺桿機筒效果跟新的一樣好!
一、哪些螺桿機筒適合翻新修復:
生產過程中,出現產量下降,壓力降低,塑化變差等等情況,那是因為螺桿機筒磨損瞭,配合間隙變大而導致的。在這種情況下就需要翻新修復螺桿機筒或者更換新的螺桿機筒瞭;為瞭降低成本,很多客戶都選擇翻新修復螺桿機筒,根據客戶實際生產用料情況(有無加纖,填充,再生料等等),一套螺桿機筒可翻新1-2次。幾乎所有的塑膠機械螺桿機筒都可以翻新修復。
二、螺桿機筒翻新修復工藝:
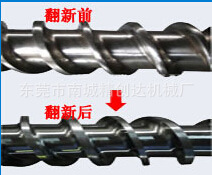
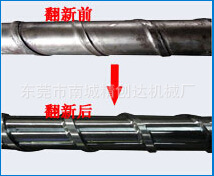
我司擁有專業的修復舊螺桿機筒的設備和成熟的技術,變廢為寶,對舊的機筒螺桿進行翻新修復,翻新後無論機筒螺桿的同心度、間隙,還是機筒內孔、螺桿的外徑的平滑光澤度都與新機筒、螺桿幾乎相同。
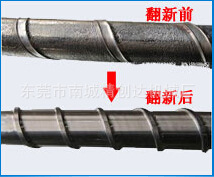
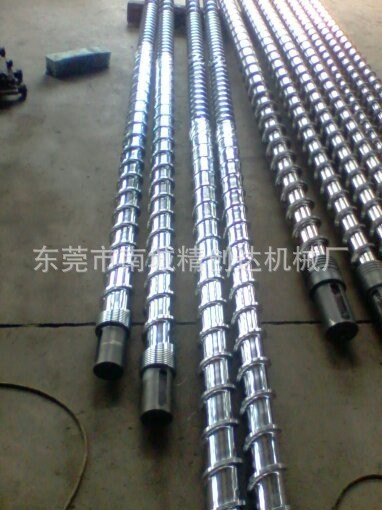
1、將機筒內孔按最大磨損位置鏜磨平整,然後氮化、拋光處理;螺桿螺紋表麵經過表麵處理後噴塗耐磨耐腐蝕合金(碳化鎢合金),再研磨至與機筒新尺寸配合。
2、磨損特別大的,用鑲合金套的方法使機筒達到原裝機筒尺寸,加工方法:機筒鉸孔,將內孔直徑加大12-14mm,再將淬火的硬質合金套鑲進機筒內(合金套單邊厚度6-7mm),硬度:HRC58-70度,然後內孔精磨到原裝尺寸,螺桿噴塗合金後精磨到原裝尺寸與機筒配合。
翻新後的螺桿機筒間隙尺寸配合緊密,增強瞭塑化,恢復瞭產量。且噴塗合金後的螺桿更加耐磨耐用;真正為客戶創造瞭價值。





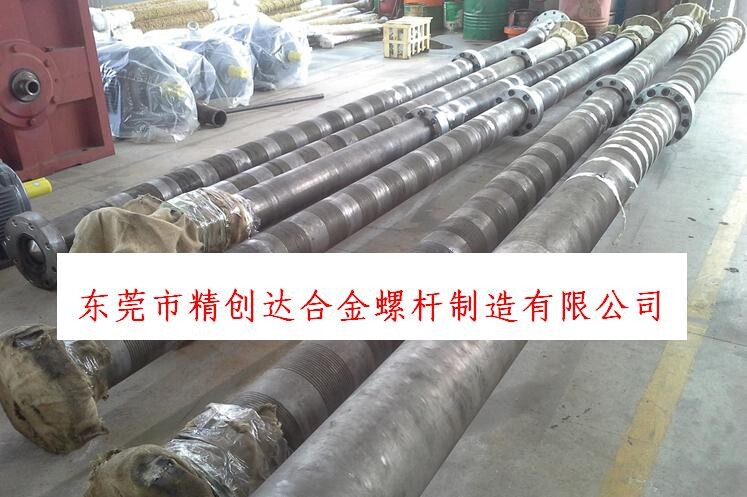



三、新螺桿機筒定做:
可上門測繪、根據客戶使用不同的物料可設計各種專用螺桿;確保塑化好,產量高。十餘年的螺桿機筒設計製造經驗,為客戶提供高品質的螺桿機筒。
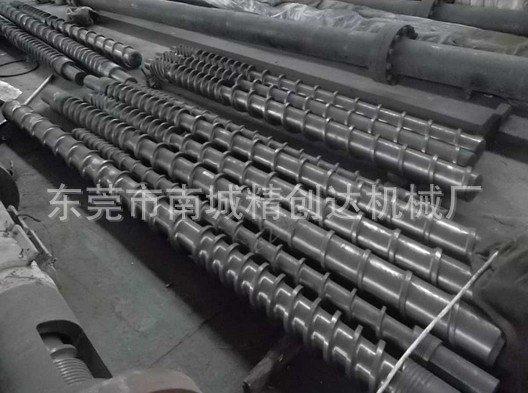
EPE發泡螺桿機筒:
珍珠棉螺桿機筒,又稱EPE螺桿機筒,專用於擠出珍珠棉發泡製品,如發泡片、發泡膜、發泡棒、發泡管、發泡板、發泡異型等。加工原料為PE,發泡劑為丁烷和單甘脂。 螺桿設計采用特殊的分離分流加強型螺桿,可適用於生產各種新舊塑料加工,塑化好,產量高。在EPE珍珠棉行業中受到較好在評價,主要製造的螺桿規格有φ65、φ75、φ90、φ105、φ120、φ135、φ150、φ170、φ180等規格。螺桿長徑比采用32-55:1,具有很好在塑化及產量。
螺桿又分普通氮化螺桿及雙合金螺桿。氮化螺桿所選材質均采用38CrMoALA及SACM645等優質合金鋼經過調質、定性、成型、氮化、精磨、拋光等工藝精製而成,具有高耐磨耐腐蝕的特性。雙合金螺桿則是:螺桿采用開槽噴合金,提高耐磨性。
螺桿分塑化段,攪拌發泡段。參與到註氣孔位等。
EPE發泡螺桿機筒分高溫區和低溫區,低溫區開梯形冷卻槽,噴淋冷卻,低溫區長度適當。
公司承接測繪加工、來圖加工、設計加工。
EPE發泡機筒下料座:內部開型腔孔,利於下料冷卻,促進吃料
註重細節,做工精細,望新老客戶垂詢!
螺桿的技術指標:
調質硬度:HB260-290
氮化層深度:0.5-0.8mm
氮化硬度:950-1020HV
氮化脆性:一級
螺桿直線度:0.015
表麵粗糙度:Ra0.4um
雙合金硬度:HRC60以上


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



