








因材質參數技術等不一樣所有單價僅供參考,請以實際報價單為準.









表麵粗糙度的選用
名稱 | 符號 | 含義 |
粗造度 |
| 用去除材料方法獲得的表麵。如通過機械加工方法獲得的表麵。 |
光潔度 |
| 用不去除材料方法獲得的表麵。也可以用於表示保持上道工序形成的表麵。 |
Ra值不大於(單位:μm) | 表麵狀況 | 加工方法 | 應用舉例 |
100 | 明顯可見的刀痕 | 粗車、鏜、刨、鉆 | 粗加工的表麵,如粗車、粗刨、切斷等表麵,用粗鏜刀和粗砂輪等加工的表麵,一般很少采用。 |
25、50 | 明顯可見的刀痕 | 粗車、鏜、刨、鉆 | 粗加工後的表麵,焊接前的焊縫、粗鉆孔壁等。 |
12.5 | 可見刀痕 | 粗車、刨、銑、鉆 | 一般非結合表麵,如軸的端麵、倒角、齒輪及皮帶輪的側麵、鍵槽的非工作表麵,減重孔眼表麵。 |
6.3 | 可見加工痕跡 | 車、鏜、刨、鉆、銑、銼、磨、粗鉸、銑齒 | 不重要零件的配合表麵,如支柱、支架、外殼、襯套、軸、蓋等的端麵。緊固件的自由表麵,緊固件通孔的表麵,內、外花鍵的非定心表麵,不作為計量基準的齒輪頂圈圓表麵等。 |
3.2 | 微見加工痕跡 | 車、鏜、刨、銑、刮1~2點/cm^2、拉、磨、 銼、滾壓、銑齒 | 和其他零件連接不形成配合的表麵,如箱體、外殼、端蓋等零件的端麵。要求有定心及配合特性的固定支承麵如定心的軸間,鍵和鍵槽的工作表麵。不重要的緊固螺紋的表麵。需要滾花或氧化處理的表麵。 |
1.6 | 看不清加工痕跡 | 車、鏜、刨、銑、鉸、拉、磨、滾壓、刮1~2點/cm^2銑齒 | 安裝直徑超過80mm的G級軸承的外殼孔,普通精度齒輪的齒麵,定位銷孔,V型帶輪的表麵,外徑定心的內花鍵外徑,軸承蓋的定中心凸肩表麵。 |
0.8 | 可辨加工痕跡的方向 | 車、鏜、拉、磨、立銑、刮3~10點/cm^2、滾壓 | 要求保證定心及配合特性的表麵,如錐銷與圓柱銷的表麵,與G級精度滾動軸承相配合的軸徑和外殼孔,中速轉動的軸徑,直徑超過80mm的E、D級滾動軸承配合的軸徑及外殼孔,內、外花鍵的定心內徑,外花鍵鍵側及定心外徑,過盈配合IT7級的孔(H7),間隙配合IT8~IT9級的孔(H8,H9),磨削的齒輪表麵等。 |
0.4 | 微辨加工痕跡的方向 | 鉸、磨、鏜、拉、刮3~10點/cm^2、滾壓 | 要求長期保持配合性質穩定的配合表麵,IT7級的軸、孔配合表麵,精度較高的齒輪表麵,受變應力作用的重要零件,與直徑小於80mm的E、D級軸承配合的軸徑表麵、與橡膠密封件接觸的軸的表麵,尺寸大於120mm的IT13~IT16級孔和軸用量規的測量表麵。 |
0.2 | 不可辨加工痕跡的方向 | 佈輪磨、磨、研磨、超級加工 | 工作時受變應力作用的重要零件的表麵。保證零件的疲勞強度、防腐性和耐久性,並在工作時不破壞配合性質的表麵,如軸徑表麵、要求氣密的表麵和支承表麵,圓錐定心表麵等。IT5、IT6級配合表麵、高精度齒輪的表麵,與G級滾動軸承配合的軸徑表麵,尺寸大於315mm的IT7~IT9級級孔和軸用量規級尺寸大於120~315mm的IT10~IT12級孔和軸用量規的測量表麵等。 |
0.1 | 暗光澤麵 | 超級加工 | 工作時承受較大變應力作用的重要零件的表麵。保證精確定心的錐體表麵。液壓傳動用的孔表麵。汽缸套的內表麵,活塞銷的外表麵,機器導軌麵,閥的工作麵。尺寸小於120mm的IT10~IT12級孔和軸用量規測量麵等。 |
0.05 | 亮光澤麵 | 超級加工 | 保證高度氣密性的接合表麵,如活塞、柱塞和汽缸內表麵,摩擦離合器的摩擦表麵。對同軸度有精確要求的孔和軸。滾動導軌中的鋼球或滾子和高速摩擦的工作表麵。
|
0.025 | 鏡麵光澤麵 | 超級加工 | 高壓柱塞泵中柱塞和柱塞套的配合表麵,中等精度機器零件配合表麵,尺寸大於120mm的IT6級孔用量規、小於120mm的IT7~IT9級軸用和孔用量規測量表麵。 |
0.012 | 霧狀鏡麵 | 超級加工 | 機器的測量表麵和配合表麵,尺寸超過100mm的塊規工作麵。 |
0.0063 | 霧狀表麵 | 超級加工 | 塊規的工作表麵,高精度測量機器的測量麵,高精度機器摩擦機構的支承表。 |

專業知識-冷鐓鍛工藝簡介一、冷鐓鍛工藝簡介冷鐓鍛工藝是一種少無切削金屬壓力加工工藝。它是一種利用金屬在外力作用下所產生的塑性變形,並借助於模具,使金屬體積作重新分佈及轉移,從而形成所需要的零件或毛坯的加工方法。冷鐓鍛工藝的特點:1.冷鐓然是在常溫條件進行的。冷鐓鍛可使金屬零件的機械性能得到改善。2.冷鐓鍛工藝可以提高材料利率。它是以塑性變形為基礎的壓力加工方法,可實現少切削或者無切削加工。一般材料利用率都在85%以上,最高可達99%以上。3.可提高生產效率。金屬產品變形的時間和過程都比較短,特別是在多工位成形機上加工零件,可大大提高生產率。4.冷鐓鍛工藝能提高產品表麵粗糙度、保證產品精度。二、冷鐓鍛工藝對原材料的要求1.原材料的化學成份及機械性能應符合相關標準。2.原材料必須進行球化退火處理,其材料金相組織為球狀珠光體4-6級。3.原材料的硬度,為瞭盡可能減少材料的開裂傾向,提高模具使用壽命還要求冷拔料有盡可能低的硬度,以提高塑性。一般要求原材料的硬度在HB110~170(HRB62-88)。4.冷拔料的盡寸精度一般應根據產品的具體要求及工藝情況而定,一般來說,對5.冷拔料的表麵質量要求有潤滑薄膜呈無光澤的暗色,同時表麵不得有劃痕、折疊、裂紋、拉毛、銹蝕、氧化皮及凹坑麻點等缺陷。6.要求冷拔料半徑方向脫碳層總厚度不超過原材料直徑的1-1.5%(具體情況隨各製造廠傢的要求而定)。7.為瞭保證冷成形時的切斷質量,要求冷拔料具有表麵較硬,而心部較軟的狀態。8.冷拔料應進行冷頂鍛試驗,同時要求材料對冷作硬化的敏感性越低越好,以減少變形過程中,由於冷作硬化使變形抗力增加。三、緊固件加工工藝簡述緊固件主要分兩大糞:一類是螺紋類緊固件;另一類是非螺紋類緊固件或聯接件。這裡僅針對螺紋類緊固件進行簡述。1.螺紋類緊固件加工流程一般都是由剪斷、冷鐓、或者冷擠壓、切削、螺紋加工、熱處理、表麵處理等生產工序組成的。材料改製工藝流程一般為:酸洗→拉絲→退火→磷化皂化→拉絲→(球化磷化)螺紋類緊固件冷加工藝流程訂要有以下幾種情況: 8.8級以下的螺紋緊固件產品加工流程打頭→清洗→搓螺紋→清洗→表麵處理→包裝8.8級以下的螺紋緊固件產品加工流程打頭→清洗→切削→熱處理→穿墊搓螺紋→清洗→表麵處理→包裝8.8-10.9級螺紋緊固件產品加工流程打頭→清洗→切削→搓螺紋→熱處理→清洗→表麵處理→包裝10.9-12.9級螺紋緊固件產品加工流程打頭→清洗→熱處理→切削→滾螺紋→清洗→無損檢測→清洗→表麵處理→包裝2.螺紋類緊固件常用材料螺紋類緊固件常用材料如下表1(含國內外材料對比)四、冷鐓鍛工藝設計的基本方法冷鐓鍛工藝設計實際上就是冷鐓模具的設計,我們所設計的每一個工藝方案最終都是要通過模具設計來實現的。冷鐓鍛工藝設計:首先,根據產品具體的相關參數計算坯長度,此時計算的重量實際是零件的凈重,冷鐓鍛時的坯料長度可根據體積不變原則來確定,即塑性變形坯料的體積等於塑性變形後的零件的體積。如果還要進行切削加工,那麼坯料的體積還應加上相應的切削量。加上相應的切削餘量後計算的重量實際上是零件的毛重。其次,變形程度及鐓鍛次數的確定。如圖,當長徑比≤2.5時,鐓鍛一次:當2.5≤長徑比≤4.5時,鐓鍛二次:當4.5≤長徑比≤6.5時,鐓鍛三次。以上數據是在比較理想的條件下才能實現,在實際生產中,還要考慮到產品的幾何形狀,同時也為瞭保證質量需要按照上述數據增加一次鐓鍛變形。第三,確定加工工藝方案。根據產品的具體要求確定該產品是采用無切削加工工藝還是采用少切削加工工藝以及采用哪一種生產設備,並設計加工工步圖即確定加工工藝方案。第四,根據以上三個因素確定所有材料的坯徑尺寸。需要說明的是原材料尺寸與產品頭部尺寸、產品的桿部尺寸、生產設備以及螺紋精度和表麵處理方式都是緊固件密相關的。例如:以GB5786-M8六角頭螺栓為例來說明,這裡以表格的形式表達更清楚直觀,具體見表2。第五,根據產品的相關參數計算零件凈重,根據不同的加工方式、方法計算零件消耗定額。第六,根據產品要求確定滾壓螺紋坯徑尺寸,不同的螺紋標準所要求的滾壓螺坯徑尺寸是不一樣的。在國傢新螺紋標準GB192-81-GB2516-M8中,外螺紋主要有6e、6f、6g、6h四種。相關螺紋資料介紹請參看TFS-Threads文檔。以GB5786-M8六角頭螺栓為例來說明,具體見表3。第七,冷鐓鍛加工工藝及模具設計下麵以六角頭螺栓切削加工工藝工步圖:K=頭部高度k,=頭部扳擰高度剪料→預成形→終鐓→剪切六角→(搓螺紋)圖3六角頭螺栓無切削加工工藝工步圖:剪料→預成形→整形→鐓六角→(搓螺紋)1.送料滾輪的設計送料輪的外型尺寸、孔徑尺寸是冷鐓鍛設備生產廠傢確定的,不需重新設計的。我們僅需對送料輪工作溝槽尺寸進行設計,溝槽尺寸決於取原材料線直徑最大尺寸,其公差取H110-H11即可。2.切刀刃中直徑一般為原材料直徑最大尺寸,其公差取H9-H10。3.切模的直徑一般為原材料直徑:最大尺寸+(0.05-0.10),其公差取H9-H10。4.預成形沖模設計一沖的設計原則是:要求一沖有盡可能大的變形比,為第二次鐓鍛成形做準備,其次要避免金屬纖維產生縱向彎曲。一沖模具設計的方法很多,目前主要有兩種典型的方法。一種方法是以美國為代表:這種方法是依據塑性變形核理論,先確定錐體大端直徑Dk值,然後再確定一沖型腔尺寸。根據塑性變形核理論,如圖4,假設錐體大端直徑Dk為小端直徑dm的1.4倍,錐體角度的α角度定位12°,金屬體積不足部分,由圓柱體h部分調節加以補充。圓中dm=材線直徑這種設計方法也並非完全一成不變的,它是隨材料的硬度變化而有所變化。這種方法錐角α值僅對螺栓的而言,對於其它頭部形狀來說,α值是有變化的。另一種方法是以蘇聯為代表。這種方法就是由長徑比來選擇α角,然後再確定其它尺寸。長徑比決定α角大小見表4。如圖5,dm=線材直徑5.終鐓鍛沖模及主模設計該沖模設計相對來說較為簡單,如圖5,其設計原則是以所加工的產品頭部形狀和尺寸為依據來設計的。如需切削加工,則要考慮相應的切削加工餘量。如圖6:D0=(1.04-1.1)emax,式中emax為六角頭螺栓最大的對角尺寸D=(0.9-0.95)S,式中S為六角頭螺栓對邊尺寸H=螺栓頭部高度,h=2H/3,式中h為模具型腔深度。主模主要依據各工步零件加工工藝要求來設計的,這裡僅講述多層預應力主模的設計方法。實踐證明,多層預應力結構主模是一種解決主模徑向開裂比較有效的方法,對於采用硬質合金為模芯的預應力組合主模尤為有效。多層預應力結構層的數目確定,主要是根據冷鐓鍛過程中單位壓力的大小,內腔尺寸和所用的材料強度來考慮確定的。這裡有兩種情況:一種情況主模模芯允許在拉應力狀態下工作,即采用高強度模具鋼製作,這時按內壓力Pimax的大小來確定:當Pimax≤kg/mm2時,為整模;當110kg/mm2≤Pimax≤160kg/ mm2,采用一層預應力套;當160kg/mm2≤Pimax≤200kg/ mm2,采用兩層預應力套;主模內壓力一般按沖模單位壓力計算。另一種情況是主模模芯不允許在拉應力狀態下工作,采用硬質合金(俗稱鎢鋼)製作的主模就屬此類型,這時按下列Pimax的大小來選取:當Pimax≤110kg/mm2時,采用一層預應力套;當110kg/mm2≤Pimax≤190kg/ mm2,采用兩層預應力套;預應力套的外圈直徑與主模內腔直徑之比取4-6即可。如圖7,如有中間預應力套,其相關尺寸可根據有關冷擠壓資料計算得到。

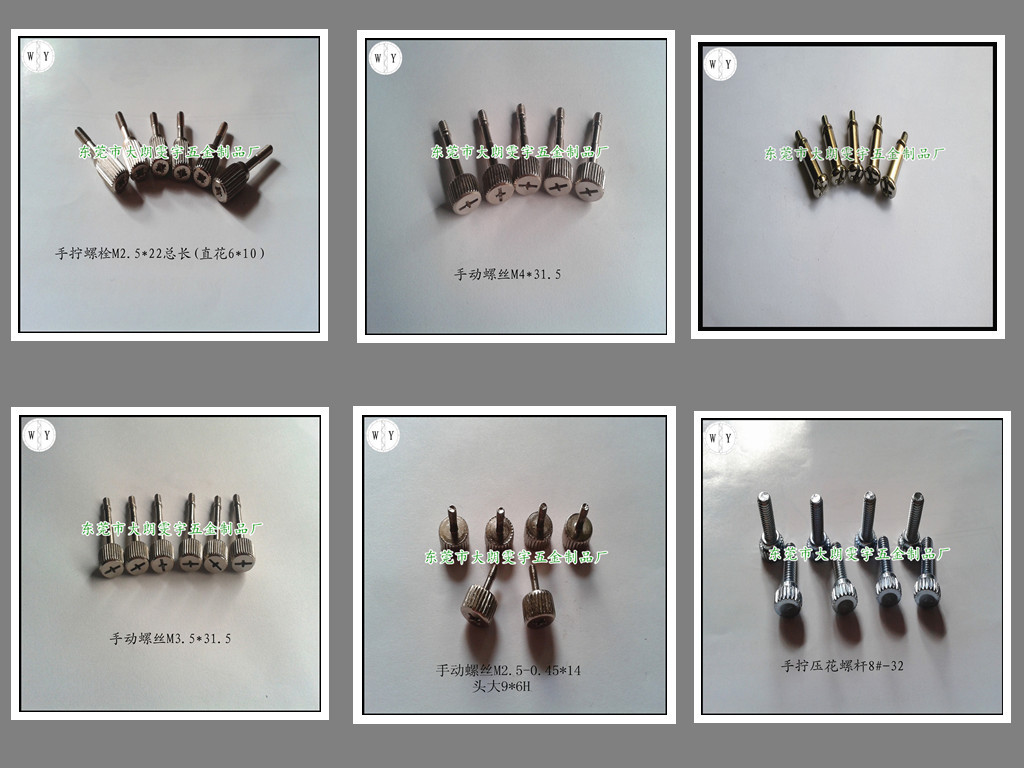
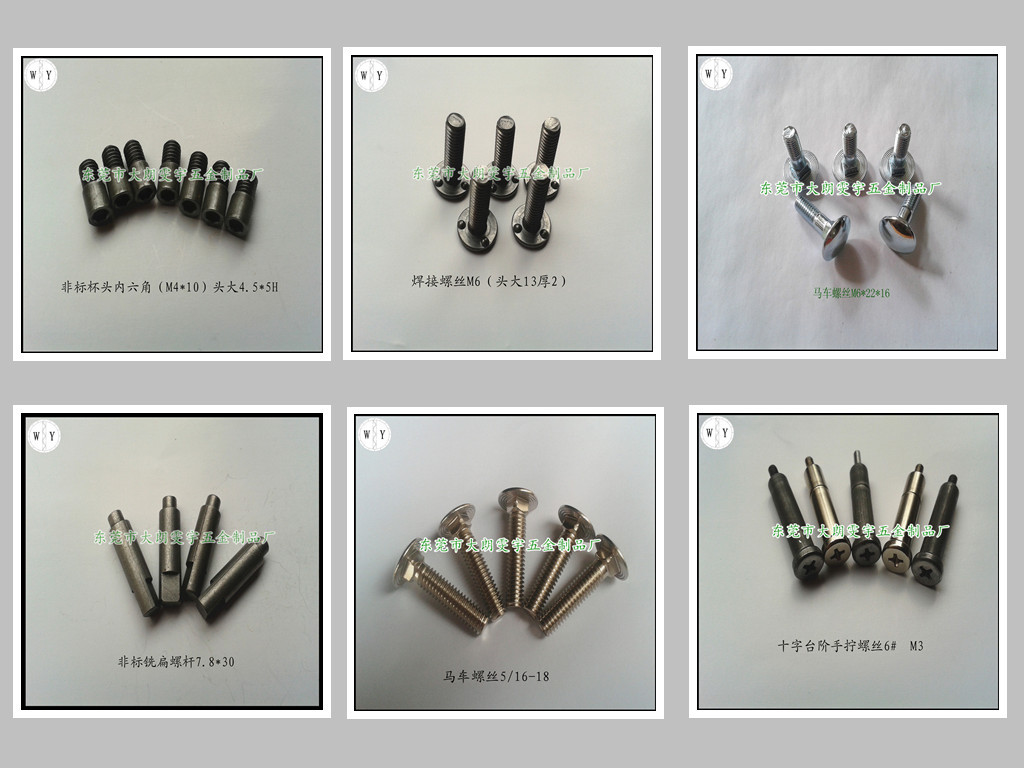
雯宇(原壯輝)五金製品廠成立於2007年,公司開發左壯輝1998年從事五金行業,2003年自主研發設計製作不銹鋼,銅鋁銀,碳鋼等材質非標件臺階螺絲,手擰螺絲,對鎖螺絲,深孔鉚釘,一字螺絲,外六角螺絲,內六角螺絲,中字釘,杯頭內六角螺栓,高強度螺栓,母釘,螺母等,異形非標件,開發新產品百款以上,本公司規模不大,但技術可與大型的緊固件公司媲美,專業開發非標緊固件產品,想要產品與眾不同非一般的感覺嗎,請從螺絲開始,歡迎來樣或來圖咨詢.

聯 系 人:徐雯 女士 (銷售部 經理)
電 話:86 0769 89779635 QQ:1296977565 WX:t370358990
傳 真:86 0769 89771635 手機:13265286872 15817608566
地 址:中國 廣東 東莞市 大朗黃草朗工業區
郵 編:523788
企業官網:http://www.chinawenyu.com
公司主頁:http://www.chinawenyu.com
http://shop1397494581016.1688.com



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
