產品介紹
四砂泰山磨具-千葉輪
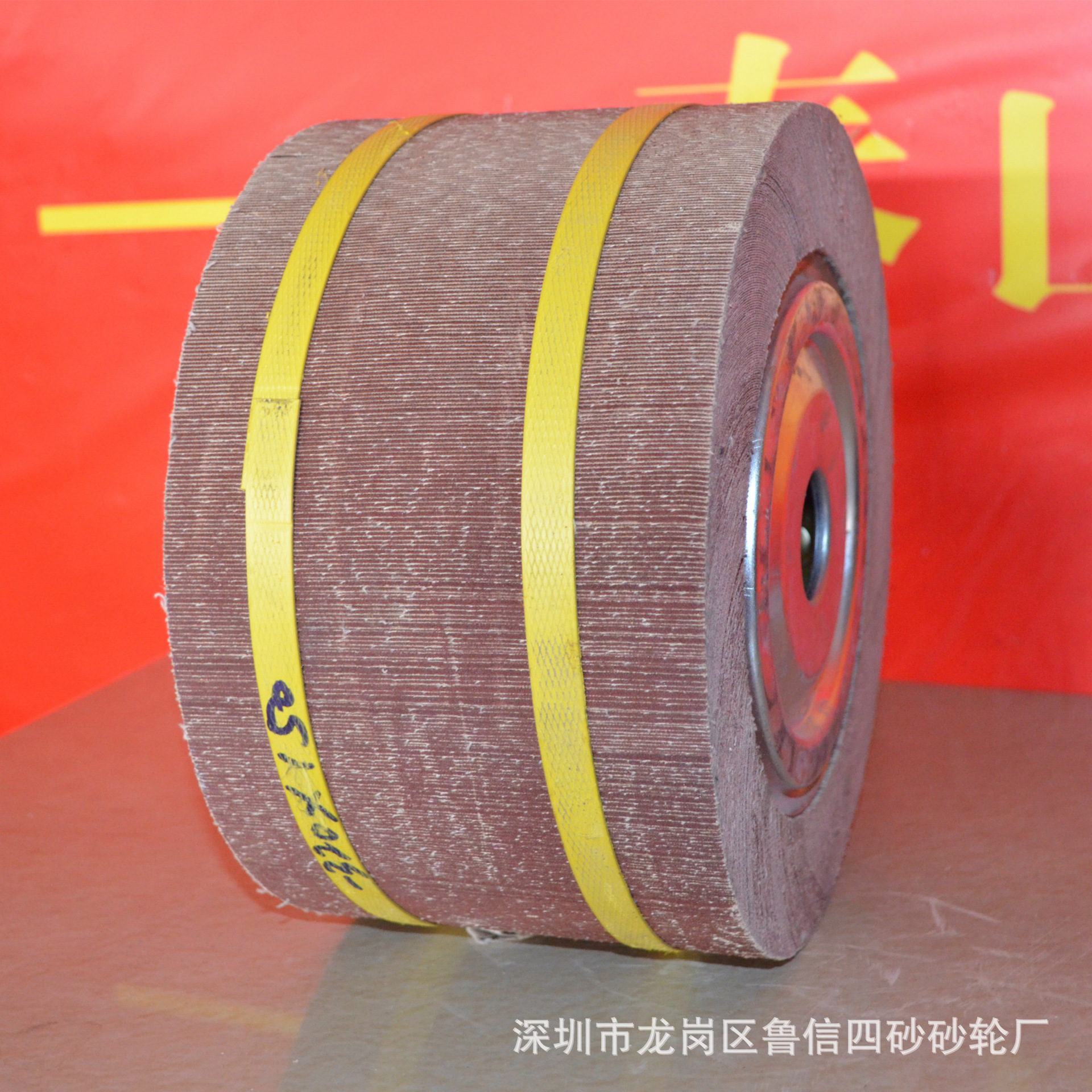
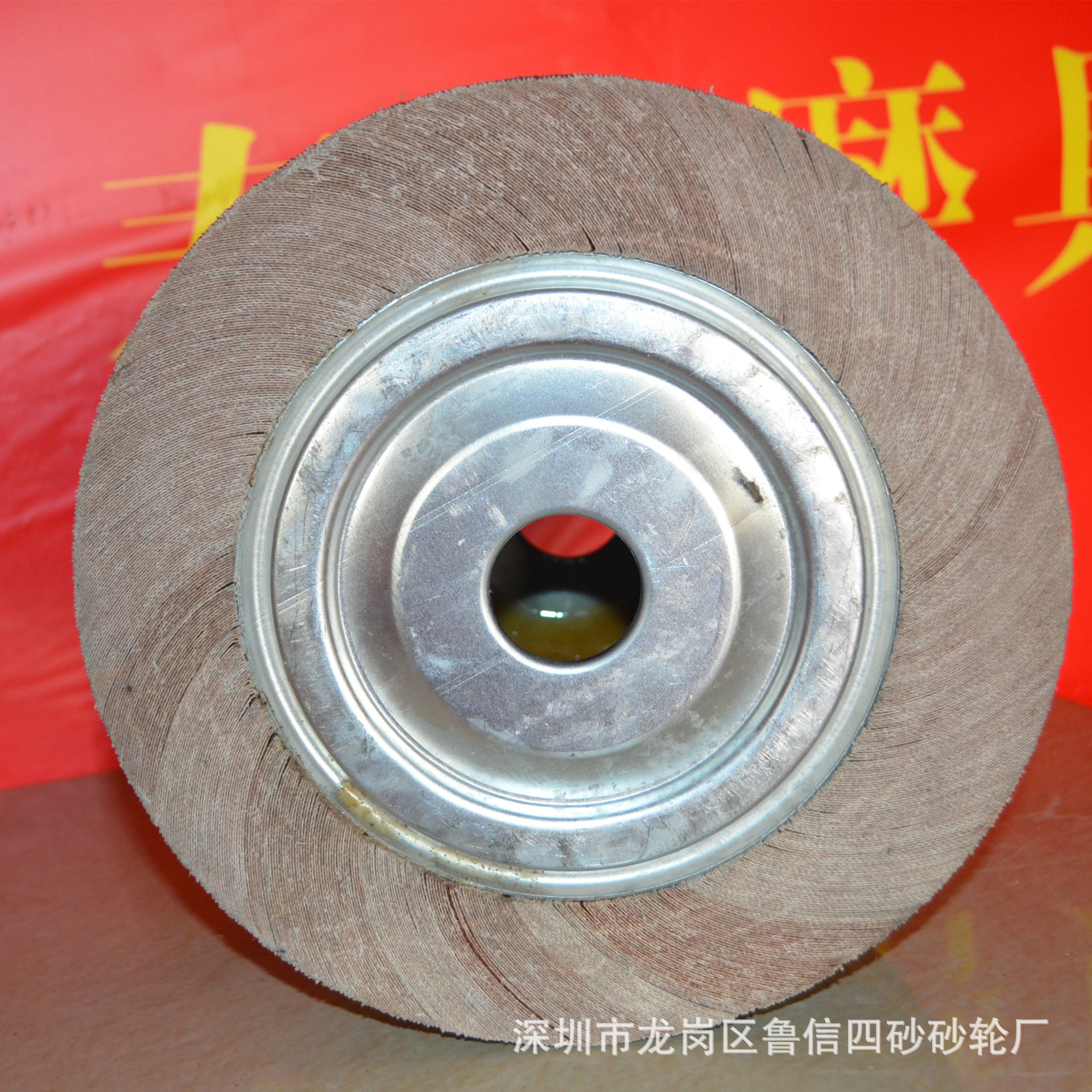
外徑:300mm
高度:100mm
孔徑:25mm
材料:砂佈
粒度:120#
硬度:視實際使用情況而定
用途:主要用於各種不銹鋼、金屬、木材、傢具、石材等多個領域的表麵大麵積粗拋、修磨、除銹和磨削。
非標尺寸可根據客戶要求定製,提供專業方案,解決客戶研磨難題,歡迎來電咨詢!
產品實拍圖:


附:
砂輪的正確安裝
1、安裝前應仔細檢查砂輪是否有裂紋,並用木錘敲擊砂輪,聽其是否有啞聲,若發現有裂紋或啞聲嚴禁安裝使用。
2、砂輪安裝前應檢查砂輪表麵所標示的最高使用線速度是否與磨床主軸轉速相匹配,嚴禁超速使用。
3、在安裝砂輪時,應使用卡盤緊固,兩卡盤外徑尺寸必須相等,兩卡盤與砂輪端麵之間應放上彈性材料製成的厚度為1-1.5mm的石棉墊、橡膠墊或紙墊。並在卡盤圓周圍外部伸露1mm以上。
4、在安裝砂輪前應清除卡盤端麵上的污物,檢查墊圈是否完整、有無折疊等並清理砂輪孔附近表麵可能附著的污物及沙粒。
5、砂輪孔徑和機床主軸的配合松緊要適當,過緊容易造成砂輪破裂,縫隙過大易造成不平衡或砂輪破裂。
6、在一主軸上安裝多片砂輪時,砂輪接觸麵間不可有支點;兩砂輪之間允許墊有0.8-1mm的彈性墊圈,墊圈直徑大小應和卡盤的墊圈相等。
7、緊固砂輪時,應使用專用手動螺母扳手,嚴禁使用補充夾具或敲打工具,在壓緊螺釘時應按對角順序旋緊,旋緊力要均勻。緊固時應註意螺母或螺釘的松緊程度,壓緊到足以帶動砂輪而不產生滑動的程度為宜,防止壓緊力過大造成砂輪破損。
8、外徑為150mm及以上砂輪,裝上卡盤後應進行靜平衡,在安裝到磨床上進行修整,修整後應進行再次靜平衡方可使用。
砂輪的安全使用
1、在開動磨床前,應檢查機床防護裝置及各種動作的復位開關是否調整到位且牢固。
2、使用的防護罩應至少罩住砂輪直徑的一半。
3、砂輪安裝到磨床主軸後,必須進行空轉,空轉的時間不少於5分鐘。
4、不是專門使用端麵工作的砂輪,禁止使用砂輪端麵進行磨削。
5、在進行磨削加工時,禁止使用杠桿推壓工件來增加對砂輪的壓力。
6、磨削加工或修整砂輪時,吃刀量要適當,吃刀量過大易造成砂輪破碎或機床的損害。要使用專門的修整工具來修整砂輪。
7、在砂輪停止轉動前將冷卻液關閉,以免影響砂輪的平衡性能。
8、禁止使用對磨具結合劑有破壞性的磨削液。




批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。