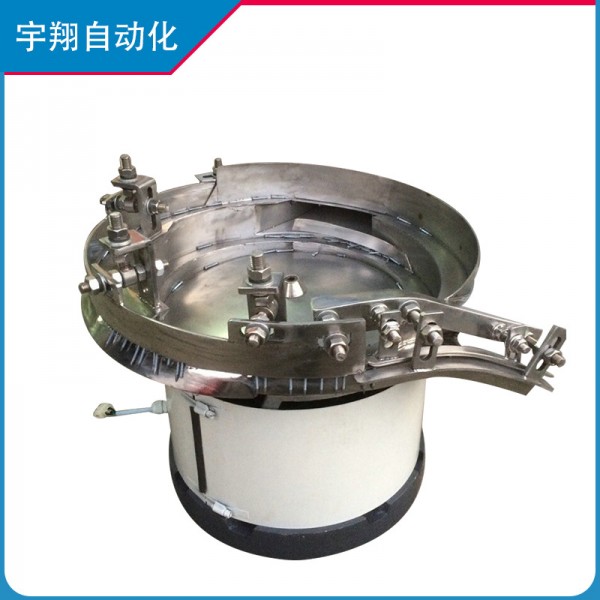





振動盤的工作原理:
料鬥下麵有個脈沖電磁鐵,可以使料鬥垂直方向振動,由於彈簧片的傾斜,使料鬥繞其垂直軸做扭擺振動。料鬥內零件,由於受到這種振動,而沿螺旋軌道上升,直到送到出料口。動盤主要用於生產線上把前道工序上的工件排序,定量,定向地輸送到指定方位,以過渡到下道工序的一種設備。通常它隻輸送較小的工件,大的工件多采用機械手等設備。振動盤的動力一般用電機,電磁鐵及壓電陶瓷等三種,其中以電磁鐵為最普遍,而采用壓電陶瓷的還未真正進入中國市場,雖然它具有很多優越性。
振動盤的工作原理:
以一定頻率的斷續的力施加於盤子,使其作上下和圓周方向的振動,將工件斜拋著前進,而工件在特定的軌道中可安預定的姿態整齊排列。
振動盤的基本結構:
一. 料盤是真正工作的場所。
二. 振動盤底座是設備的基礎,具有較大的質量,以吸收振動。
三. 電磁鐵是整機的動力。
四. 彈簧板是連接底座和料盤的,調節它的彈力可改變整機的工況。
振動盤的調整方法:
電磁鐵與銜鐵的間距,在不撞擊的前提下越小越好。彈簧板的彈力必須合適,調節方法是反復改變數量和厚度,要有足夠耐心。通常振動盤需要配合一個電磁振動控製器,以調節振幅,控製輸送速度。主要是由一個振動馬達作動力,振動馬達工作時產生定向頻率的力.隻要把振動盤看成是一種斜麵,再對這個斜麵進行物理學的受力分析,你就能很容易理解他的工作原理瞭。振動盤電磁線圈在工作中的,斜麵受電磁吸力會微小的上下振幅,調整振動盤的工作頻率以及間隙就可實現順利工作。
振動電磁鐵原理:
利用瞭電磁鐵產生交變磁場,振動部分是一個鐵片懸浮在電磁鐵前方,信號經過電磁鐵的時候會使電磁鐵磁場變化,從而使鐵片振動發聲。交流電壓實電磁鐵產生磁場,由於頻率很高,所以產生的磁力也是瞬間變化底盤的下麵有3-6組一定角度的彈簧片,當電磁鐵同交流電瞬間產生磁場,彈簧片受壓,當電壓正選波變化的時候,彈簧片彈回來,就產生瞭力,可靠的保證.
振動盤的維護及其常見的故障及排除方法:
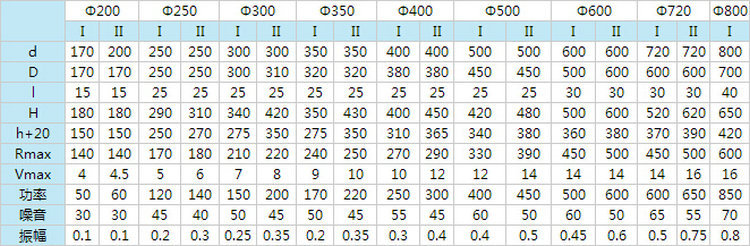
振動盤的技術參數大至有3條:
1是頂盤規格大致是φ80MM至φ1000MM.
2是額定電壓為交流220V或110V,頻率為50HZHZ,振動盤根據需要采用全波激磁或半波激磁.
3是振動盤根據客戶需要可分為順時針與逆時針.
振動盤的安裝:
1打包裝時檢查整機及隨附件是否符合裝箱單
2是檢查主機各部位固件是否有松動.
3是安裝時一定要使減振元件處於相對應位置.
4是振動盤高度及水平調整後,將底座聚固在固定板或支架上.
5是振動盤出口連連接設備之間要留有適當間隙,以免影響振動盤正常運轉.
6是用電氣控製盒連接振動盤電氣插頭,接通電源,打開開關,緩慢轉動電位器,逐漸達到需要的送料數量即可.最後要註意的是在開機前一定要將電位器調至最低值,以免損壞可控矽.
振動盤常見故障及排除方法有以下幾點:
一.接通電源後不振動,要檢查電氣控製器保險絲是否溶斷,電氣元件是否松動插頭插座是否接觸不良.如果是輸送速度達不到要求又要註意下麵3條;
1.檢查緊固彈性元件的螺絲釘是否松動.
2.彈簧片是否斷裂.
3.電磁間隙是否過於大,正常間隙對應小型振動盤的電磁鐵與銜鐵的間距在0.5MM至1.2MM范圍內.鐵心與銜鐵工作麵不平行度不大於0.02MM.
二.電磁鐵線圈溫度偏高或燒毀線圈有2點:
1.電磁與銜鐵之間間隔過大,線圈容易燒毀.
2.適應於全波振動的電磁鐵如果用於半波電源會出現溫度偏高.
以上都是振動盤的應用和維護,也許不全麵期待改進.通常振動盤需要配合一個電磁振動控製器,以調節振幅,控製輸送速度。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。