



一、概述
全自動渦流探傷分選機是一款集光、電、機械於一體的全自動探傷分選機。采用夾緊橫移搬送方式將工件送入待檢區,使被檢測工件充分旋轉,工件被檢測麵通過點式探傷探頭掃描,可對套圈的外徑、內徑、溝道及兩端麵份多個工位同時探傷及汽車安全件的探傷。自動上料、自動檢測、自動分選,還可對產品整列排料,亦可連入裝備線中使用。整套設備分主控制系統、上料系統和機械傳動系統;機器和機械裝置做成一體機,有效的節約占地空間。人性化的人機界麵對話,特適合環形機械零件的百分百探傷(若不是環形零件另行設計)。
二、 設備工作原理
線圈中通以交變電流的探頭,其周圍會產生的磁場。當探頭接近金屬時,會在其表層產生渦旋狀感應電流,即渦流。同時,渦流也會產生一個與原磁場方向相反的磁場,並部分抵消原磁場,導致通過探頭線圈的電流大小及相位發生變化,即線圈阻抗發生變化。當金屬表麵或淺表層存在缺陷時,渦流及其伴生的磁場都會產生變化,並引起探頭線圈阻抗的異常變化。
全自動軸承套圈渦流探傷機通過檢測這種因金屬材料缺陷引起的渦流和磁場變化對探頭線圈阻抗的異常影響,來判別金屬表麵或淺表層是否存在缺陷;通過合理組合機械機構、恰當佈置多個探頭,並配以渦流檢測機和控制系統,實現對軸承套圈兩端麵和內外環麵的探測,自動傳輸和分選(剔除不良品),從而達到對軸承套圈進行自動探傷的目的。
三、 執行標準
GB/T 14480.3-2008 無損檢測 渦流檢測設備 第3部分:系統性能和檢驗
四、設備適用范圍
4.1 WLTS-001型全自動軸承內/外圈渦流探傷機
4.1.1 尺寸范圍:內圈:d ~d mm;外圈:D ~D mm。
4.1.2 工件代表型號: 車加工內外套圈
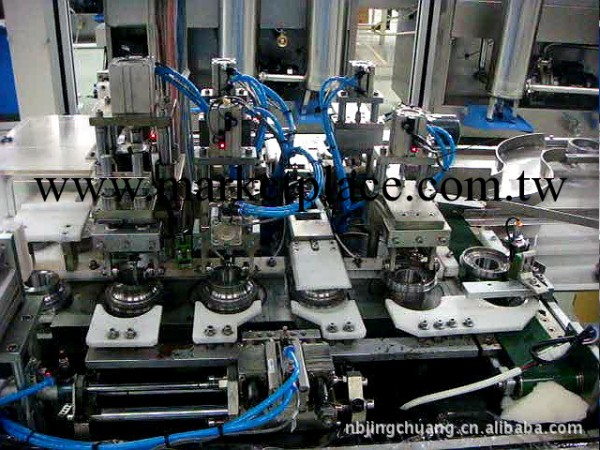
4.1.3 工藝流程:上料機供料→氣缸步進送料→A端麵檢測→溝道檢測→翻麵→B端麵檢測→內孔/外徑檢測→不合格品剔除→合格品整列。
4.2 探傷前工件狀態:成品,即已完成所有的車加工,並經清洗,殘磁≤0.5 mT。
表1 工件代表型號及尺寸
工件代表型號 |
|
|
|
|
內圈孔徑d(mm) |
|
|
|
|
內圈溝徑Di(mm) |
|
|
|
|
內圈擋邊外徑d2(mm) |
|
|
|
|
內圈寬度B(mm) |
|
|
|
|
外圈擋邊內徑D2(mm) |
|
|
|
|
外圈溝徑De(mm) |
|
|
|
|
外圈外徑D(mm) |
|
|
|
|
外圈寬度C(mm) |
|
|
|
|
五、設備技術性能
5.1 探傷靈敏度:由工件表麵向金屬內延伸深度≥0.05 mm,長度≥0.5 mm的裂紋、缺陷;對於金屬內部尚未延展到工件表麵的裂紋,當裂紋上緣與工件表麵之間的金屬厚度≤0.2 mm時,深度≥0.20 mm,長度≥0.5 mm的裂紋可以檢出。
5.2 漏判率:0%,即不合格品100%剔除;誤判率(誤將合格品判斷為不合格品)≤0.5% 。所有剔除品可復檢一次,以減少誤判。
5.3 工件傳輸:自動原盤上料,自動分選,自動計數(工件總數、合格數、合格率等),自動下料並整列。在檢測區域,套圈水平放置和傳輸。工件傳輸可靠,在所有傳輸環節和渦流探傷後均無任何損傷(如擦、劃、磕、碰),不上磁。
5.4 檢測節拍:3~5 s/p。
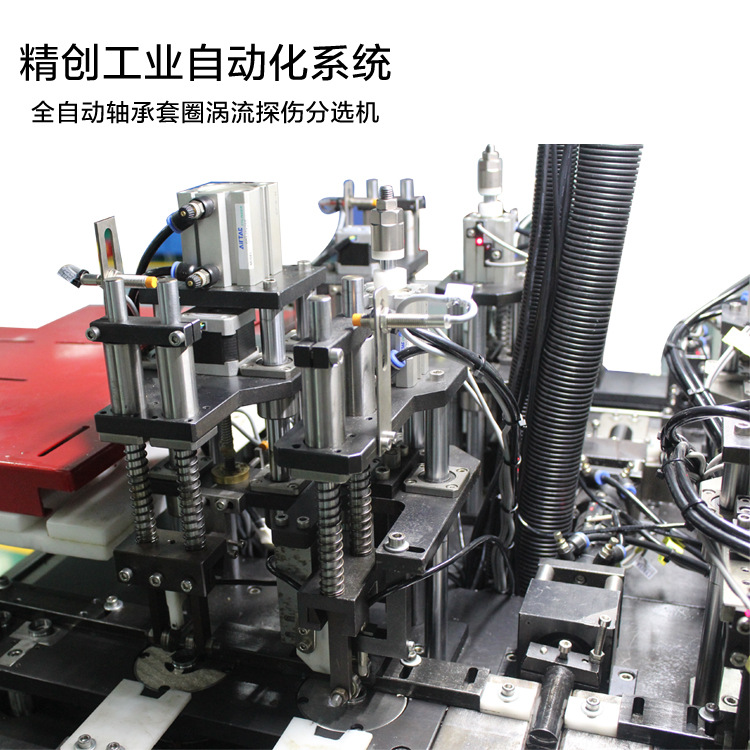
5.5 探頭:采用6支點式差分探頭掃描工件兩端麵和內外環麵(溝道)。
對於內圈,2支探頭分別用於掃描工件的兩端麵;1支用於掃描溝道;2支用於掃描檔邊;1支用於掃描內圓。在內圈旋轉的同時,內圓探頭沿其軸向自上而下地運動。在內圈旋轉數圈時,探頭在其內圓表麵的掃描軌跡呈螺旋線,探測范圍覆蓋整個內圓表麵。
對於外圈,2支探頭分別用於掃描工件的兩端麵;1支用於掃描溝道;2支用於掃描檔邊1支用於掃描外圓。在外圈旋轉的同時,外圓探頭沿其軸向自上而下地運動。在外圈旋轉數圈時,探頭在其外圓表麵的掃描軌跡呈螺旋線,探測范圍覆蓋整個外圓表麵。
5.6 采樣速率:12路×25000 Hz。
5.7 檢測頻率范圍:100 Hz~1 MHz,可調。
5.8 帶通濾波,中心頻率250~1 000 kHz,8檔。
5.9 增益:各通道增益0~60 dB,調節量1 dB/檔。
5.10 相位:0°~360°,步距為1°。
5.11 控制系統:采用工業控制計算機,WINDOWS操作平臺探傷軟件,全數字式參數調整,虛擬機器麵板。
5.12 相位/幅度報警技術。
5.13 適配通過式、內插式、點式渦流探頭;
5.14 可設置頭尾切除時間、打標延時時間,精度0.1 s;
5.15 設備佈局合理,外形美觀,操作便捷,結構穩定,運行可靠。
5.16 功耗:<400 W(220 V)。
5.17 電源:180~240 V,50 Hz;環境溫度:-20~40 ℃;
4.18 設備外形尺寸:980×680×1860 mm。
六、設備主要配置
表2 設備主要配置
序號 | 名 稱 | 數量 | 產地/品牌/廠商 | 型號/規格 | 備註 |
1 | 工業控制計算機 | 1臺 | EVOC | IPC-810B | C4 CPU,2.8GHz;內存512M;硬盤250 GB |
2 | 顯示器 | 1臺 | DELL |
|
|
3 | 旋轉氣缸 | 1支 | CHELIC |
|
|
4 | 同步電機 | 4臺 | 慈溪中大力德 |
|
|
5 | 氣動元件 | 若乾 | 亞德客 |
|
|
6 | 直線導向軸 | 若乾 | 上海頌通 |
|
|
7 | 探頭 | 6支 | 慈溪精創 |
|
|
8 | 渦流探傷機 | 1臺 | 慈溪精創 |
|
|
9 | 整列機 | 1臺 | 慈溪精創 |
|
|
七、 質量保證
7.1 賣方保證設備是全新的,並完全符合雙方約定的質量、規格和性能要求。質量保證期為12個月,自雙方簽署設備終驗收合格報告之日起計算。賣方應對由於設計、工藝或材料的缺陷引起的任何不足或故障負責,並承擔相應費用,質保期相應順延。
7.2 對設備在質量保證期內發生的故障,買方以電話、郵件或傳真形式通知賣方。賣方在接到買方發出的訴求後8 h內做出響應。若有必要,賣方相關人員在48 h內趕到買方現場排除故障,否則設備的質保期將按拖延時間順延。若人為原因造成設備損壞,更換零件的一切費用歸買方負責。
7.3 在質保期內,賣方提供免費維修服務;質保期外,賣方始終以最優惠價格向買方提供設備零配件及維修服務。
7.4 賣方免費為買方培訓該設備操作、維護和工裝設計人員,使其能正確掌握該設備操作技能和排除常見故障。
八、 設備驗收
包括預驗收和終驗收,雙方參加,均按技術協議、賣方出廠檢驗標準和相關國傢/行業標準進行。預驗收在賣方現場進行,終驗收在買方現場進行。試件由買方提供。
8.1 預驗收
交貨前,賣方應按GB/T 14480.3-2008和本技術協議逐項進行檢測。檢測合格後及時通知買方到賣方處對設備進行預驗收。預驗收結果應得到買方預驗收人員的簽字認可方才生效。
8.2 終驗收
設備由買方就位,由賣方人員安裝、調試。設備穩定運行後,按本技術協議逐項進行檢測。各項指標達到協議要求即為驗收合格。驗收報告經雙方簽字後生效。
正常情況下設備到位後一周內驗收完畢。若有特殊情況,雙方協商確定終驗收時間。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。