







對邊機工藝日趨成熟,使用范圍越來越廣泛,包括標簽、軟包裝和紙箱,甚至出版對邊機領域,幾乎可以應用於任何承印物的對邊機。柔性版對邊機的印版具有彈性,柔性印版裝上印版滾筒後,會沿滾筒周向的表麵產生彎曲變形,使得對邊機出來的圖文與原稿尺寸產生偏差。
1、對邊機膠輥在膠印機上主要是傳遞油墨。因此,日常清洗膠輥時一定要認真清洗乾凈,否則會使膠輥表麵層和顏料、樹脂氧化生成一層光滑而硬的膜,造成表麵玻璃化而影響傳墨。若經常清洗不凈,日久膠輥表麵會凹凸不平而不好使用。因此,停機時應將膠輥洗凈放好備用。
2、為保證不影響生產和對邊機質量,必須有備用墨輥,但也不要儲存過多避免老化。膠輥的存放環境和橡皮佈一樣。另外,膠輥應該在軸頸處平直架好,並且表麵不要相互接觸或與其他物品接觸,以免膠輥變形。
3、膠輥使用過久老化,再加之化學藥品的侵蝕,造成爛膠掉“渣”,這樣的膠輥最好不要再使用,否則嚴重影響印品質量。
4、在膠印操作中因“水大墨大”產生油墨乳化,在平滑的膠輥上形成瞭親水基礎,使它脫墨。解決辦法是鏟掉乳化墨,將脫墨膠輥用汽油洗凈,用5%的氫氧化鈉水溶液與浮石粉混合打磨,同時對金屬輥也要做相應處理。硬輥也可在水狀態下,用細水砂打磨,註意不
可固定停留洋在同一部位,否則會損壞膠輥。根本的辦法還是控制水鬥液pH值,搞好水墨平衡。
糾偏機簡述:
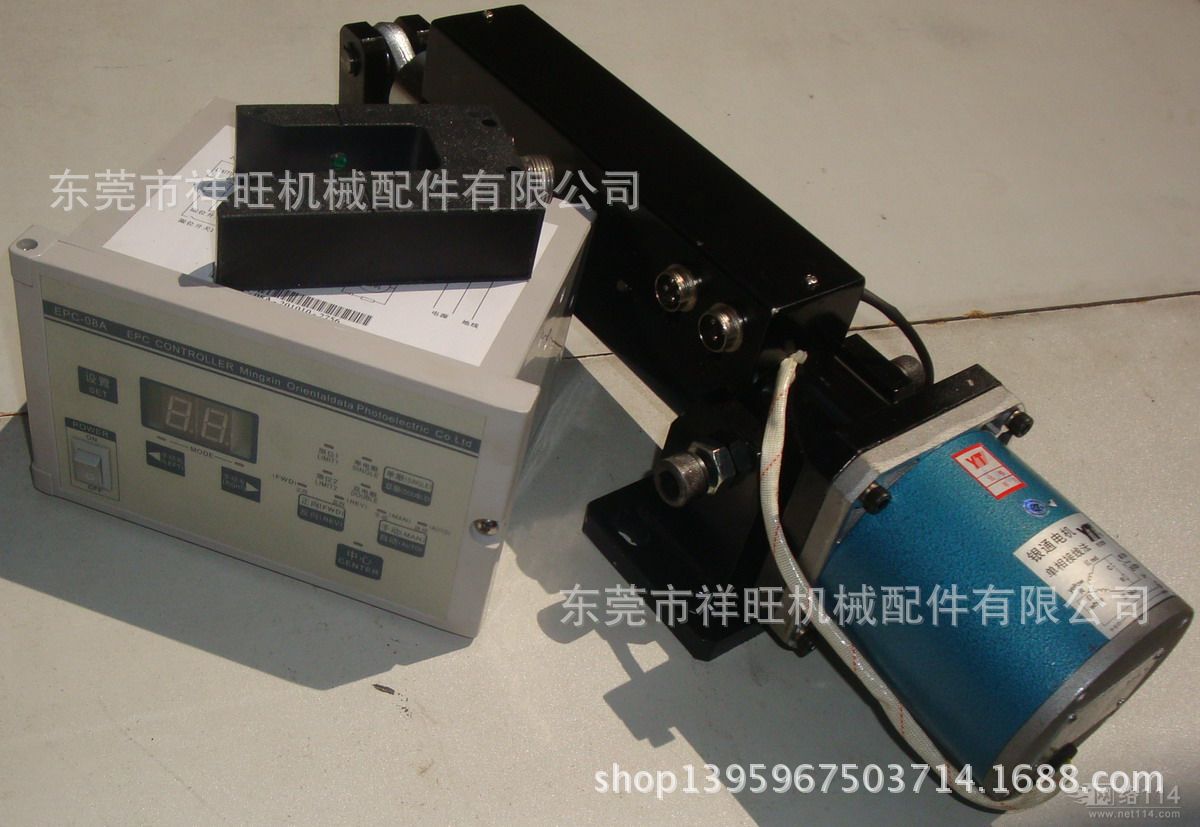
1、糾偏機簡述:糾偏機是用於熱封熱切制袋機、印刷機卷筒料的糾偏設備;糾偏機是根據電眼傳輸信號給糾偏控制器,再由控制器輸出糾偏信號給糾偏機步進電機,步進電機根據控制信號帶動機器底部絲桿移動,從而達到糾偏的效果!
2糾偏機分類:
按糾偏方式分:
1、普通式糾偏機2、磁粉張力糾偏機
3、張力糾偏機4、磁粉糾偏機
5、單路糾偏機5、雙路糾偏機
按糾偏機規格分:
1、二十寸糾偏機實際過料:50cm
2、三十寸糾偏機實際過料:80cm
3、四十寸糾偏機實際過料:100cm
3糾偏機結構:
整體結構與組成部分:
1、糾偏控制器器---張力控制器---步進電機---磁粉制動器---電眼---機架。
系統結構與組成:
1、糾偏控制系統---動力系統---光電眼系統---機架系統
4糾偏機工作原理:
電眼感應裝置---------傳回偏移數據------》糾偏控制裝置-------處理並輸出糾偏數據-------》步進電機-------接收數據並執行糾偏量---------絲桿------》完成糾偏。
5糾偏機操作指南:
1.第一步:將需要糾偏的卷筒料按要求固定在糾偏機指定位置,並按要求與切袋機或印刷機連接。
2.第二步:把糾偏機電源連接線接入三相電插板,打開糾偏機控制器電源總開關、電眼開關、檢查糾偏控制器麵板、電眼燈是否正常顯示。
3.根據糾偏實際要求調節電眼位置、左右糾偏按鈕、糾偏速度、張力大小、單雙糾偏調節為單路糾偏。
4.糾偏控制器調速范圍:0~10;數值越小糾偏速度越快,一般建議糾偏速度調為3。
5.張力控制器:建議調節為0.25KG。
6.左右糾偏的調節:根據糾偏實際需求;糾左邊調為左;糾右邊調為右。
7.註意:糾偏控制器調節任何按鈕前,請先按開關按鈕。
6糾偏機日常維護與常見故障:
糾偏機日常維護:
糾偏機工作前:
1、認真檢查電源開關、糾偏控制系統指示燈是否正常。
2、檢查電眼指示燈是否正常,電眼與電機的配合靈敏度。
3、磁粉制動器是否能及時制動。
4、齒輪接觸位置加註潤滑油,(建議為:機油)以保持此輪之間的潤滑,減小機械磨損以保證糾偏的精密度。
糾偏機工作中:
1、註意觀察糾偏控制系統麵板指示燈有無異常。
2、電眼與控制系統、電機的配合有無異常。
3、聽聲音,機械部分有無雜音、噪音過大。
4、電機是否溫度過高。一般四十度左右為正常。
糾偏機工作後:
1、關閉所有電源,避免糾偏機隨時處在待機狀態。
2、關閉糾偏控制裝置的保護蓋,避免異物撞擊控制裝置或損壞控制麵板。
3、為電眼加保護裝置,保護電眼不被外物損傷。
4、為電機的軸承、絲桿加註潤滑油。
5、為齒輪、磁粉制動器加註潤滑劑。
糾偏機常見故障:
1、糾偏機控制系統信號燈不顯示。
2、糾偏反應慢、糾偏超程。
3、糾偏精度低。
4、電機不工作。
5、磁粉制動器不能及時剎車。
6、電機溫度過高。
卷材片材在生產線上最頭疼的問題,就是材料在漫長及快速的生產線上,很容易因為速度,拉力或者材料的厚薄不均勻及各類機械損害,造成材料在生產線上左右移動及單向偏離的現象,致使中段的加工動作不容易配合。或前後段的收發料動作不平整,造成許多材料的損失及後續加工的困難。
針對以上難題。業界開發出諸多對邊裝置,綜合市場諸多產品,目前市場上有以下幾種對邊機:1,超音波對邊機2,光電式3,氣油壓式
對邊機的工作原理:由檢知系統檢測材料位移→感應信號傳導→傳動系統動作調整
步進電動機獨立傳動圓網控制系統結構
步進電動機獨立傳動系統以一臺PLC為主機,通過RS接口向主令變頻器發出主令驅動指令.變頻電動機帶動導帶運行:然後通過一頭掛靠在CAN總線上的速度板采樣.導帶被動輥編碼器信號通過總線送回主機.主機叉把該信號通過總線送給伺服驅動器控制板:控制板發出脈沖信號給步進驅動器驅動步進電動機.此時同步板又把步進電動機編碼器信號采樣回去.通過總線反饋給主機:主機把兩個編碼器信號進行比較處理.並進行調節,以達到導帶和圓網之間的同步和圓網與圓網之間的同步。該型自動糾偏機,與同類機相比,具有動力強、識別準、無時間
滯後,並且與皮帶無接觸,使得檢測過程中皮帶無任何磨損和破壞,
糾偏速度快,在皮帶運行慢的情況下,效果尤為明顯。
眾所周知,
皮帶運行過程中跑偏的原因很多,
如物料落點不在皮
帶斷麵中間;物料沖擊方向與皮帶運行方向不一致;機頭、機尾、導
向滾筒、中間架等安裝不正;皮帶接頭不垂直於皮帶中心線,皮帶內
部的張力不均勻;托輥運轉不靈活,滾筒磨損不一致;滾筒與皮帶間


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。