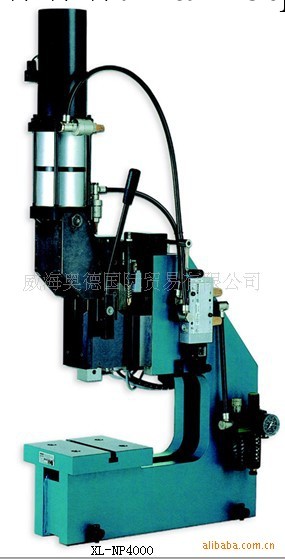





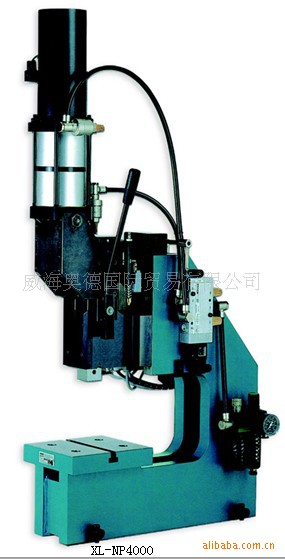
德國Mader進口手動輔助氣動肘桿壓力機 NP系列
Manually assisted Pneumatic Toggle Presses with square ram
XL-NP2000
壓力機的色彩選擇Special Models:
標準顏色(RAL 5021) 可選顏色(RAL 7035) 額外付費(RAL)

手動壓力機附加設備
精密沖壓調節機(DP) 

由於肘桿壓力機僅能在工作行程末端產生最大的沖擊力,帶螺桿的沖頭高度設置通常不太精確。可以通過進行微調,從而使壓力機的下止點(BDC)精確的直接設置在撞錘上,數據范圍允許0.02毫米的可讀微調。調整范圍為±1.5毫米,精密的沖壓調節用於需要高精確度的要求
千分定位尺(MICRO) 

適用於齒條齒輪壓力機進行高精密度裝配定位工作的工件,起到極其重要的作用。
回轉行程止動鎖(HS) 

帶有回轉行程止動鎖的手動肘桿式壓力機和齒條齒輪壓力機,可以排除部分行程及因此而引起的不完整的工序,在任何時候都可以安全完整的進行成型加工、焊接或連接操作,對質量保證做出有效的貢獻。
操作臺內孔(TB) 

工具的反麵可以安裝在操作臺內孔裡,以一橫向螺釘安全固定。操作臺允許工具的快速轉換,這樣大大縮短瞭設定時間。此選件根據需要能在各種手動壓力機或其它壓力機上使用。
沖程計數器(Z) 

利用此五位數的沖程計數器,可以迅速進行檢查出所生產的物品數量。
此選件可用於所有手動壓力機
 手動輔助氣動肘桿壓力機
手動輔助氣動肘桿壓力機
在使用手動輔助氣動肘桿壓力機時,由於工件的特殊性質,開始時不能使用雙手操作,因為在工作行程末端需要較大的擠壓力
帶NP手動輔助氣動肘桿壓力機,在以下這些情況下要註意工作安全:當使用手桿把撞錘放入沖程的壓力位置,而工件手桿產生的壓力固定,使用傳感器記錄此位置。同時釋放工件,用另一隻手可以推動按鈕,從而氣動動力沖程

隻有當雙手都占用時才可以啟動從裡沖程,因此,如果釋放手桿使用一完全機構提升撞錘,控制系統中的動力沖程啟動信號移除

在NP手動輔助氣動肘桿壓力機中動力沖程的長度以及BDC位置可以使用標準高精密度調節設施進行設置。由於采用瞭特別設計的傳動裝置嗎,可在整個選定行程中提供均勻的壓力
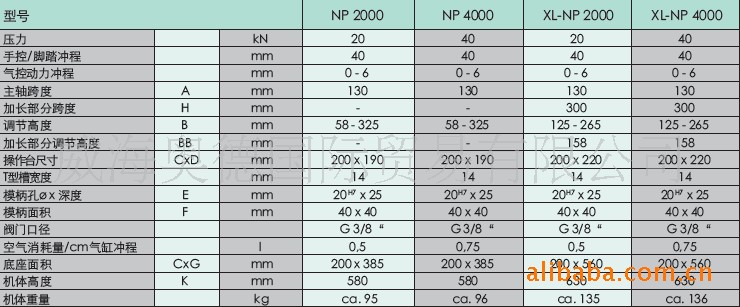
手動輔助氣動抽桿式壓力機參數



Mäder pressen GmbH 公司介紹
Early fifties: Karl Mäder starts Mäder as a machining company
Mid sixties: Karl Mäder‘s sons, Helmut and Willy begin to manufacture presses
1975: The company is registered as Mäder Maschinenbau GmbH
1988: The brothers sell the enterprise to their Danish customer Herstad + Piper K/S Owner: Niels Piper.
1989: Start of modern CNC production of bench presses and move to a rented production plant of 700 m² sq.ft.
1997: Change of name into „mäder pressen „
December 1999: Relocation to an own 2400 m² premises

mäder coporate building move in: December 1999 2.000 m² production 400 m² administration

Incoming Goods


Prefabricated parts stock - all parts for standard presses are always available - Kanban for C parts - short delivery time for catalogue presse
威海奧德國際為廣大客戶提供的自動化解決方案是基於超過30年的國外技術經驗。良好的體質以及管理系統是我們不可動搖的基礎。
Website:www.whautomation.com
E-mail: [email protected]
TEL.: + 86 (0) 631 56 77 081 15588399188


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



