.jpg)




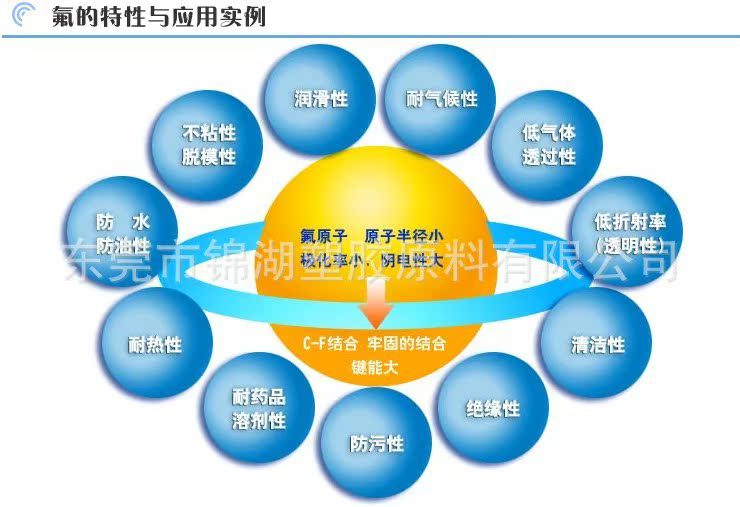
特氟龍塗層可以應用在碳鋼,不銹鋼,鋁,銅,鎂以及各種合金等金屬材質上,也可以應用在玻璃,玻纖以及一些橡膠塑料等非金屬材質上。特氟龍塗層的應用通常都是它本身優越性能的結合,其性能包括:
![]()

塗層表麵具有極強的疏水疏油性,因此清洗就更加容易徹底。事實上,很多情況下塗層表現出自潔性。

特氟龍在所有固體材料中具有最低的摩擦系數,其范圍大概在0.05~0.2,取決於表麵壓力,滑動速度以及運用何塗層。
塗層表麵具有極強的疏水疏油性,因此清洗就更加容易徹底。事實上,很多情況下塗層表現出自潔性。


在相當廣闊的頻率范圍內,特富龍®具有很高的絕緣強度,很低的介電系數,以及極高的表麵電阻。通過特殊配方或工業處理後,甚至能具有一定的導電性,可以用作抗靜電塗料。


塗層具有極強的耐高溫及耐火性能,這是由特氟龍有很高的熔點和自燃點,以及意想不到的極低的導熱性。
特氟龍塗層工作溫度最高可以達到290 °C,間斷性的工作溫度甚至可以達到315 °C。


通常,特富龍®不受化學環境的影響。至今所知道影響特富龍®的化學品隻有熔融的鹼金屬和高溫下的氟化劑.


塗層表麵有極低的表麵張力,因而表現出極強的不粘性。極少固態物質可以永久粘在塗層上。雖然膠狀物質對其表麵有可能會有一定粘附,絕大多數材料在其表麵都很容易清洗。


許多特富龍®工業塗料能忍受嚴酷的絕對零度而不損失機械特性。特富龍®工業塗料可在低達—270ºC/-454ºF溫度下使用。
PFA技術參數 | ||
物理性能 | 比重(g/CM3) | 2.12~2.17 |
熔點(℃) | 303~313 | |
機械性能 | 拉伸強度(2℃)> | 27~31 |
斷裂伸長率(23℃) | 250~400 | |
壓縮強度(23℃-最大) | 16.7 | |
硬度(邵氏D) | 55-60 | |
動摩擦系數 | 0.2 | |
熱性能 | 連續最高使用溫度(℃) | 250 |
熱變形溫度(1.8ZMPa) | 47 | |
線膨脹系數(溫度范圍) | 12 12~100 | |
電氣性能 | 體積抵抗率(23℃5OXPH) | >1018 |
絕緣破壞電壓3.2mm厚 | 20 | |
介電常數 | 2.1 | |
介質損耗角正切(106Hz) | <0.0003 | |
粉體塗層加工工藝
2.1概述
粉體塗層加工的方法是一種乾式加工,在此所使用的塗層材料為極其細小的固體顆粒形態。采用這種塗層方法,就避免瞭使用溶劑,以及隨後塗層附著時發生的發散現象。
加工采用恰當的方法使微粉狀塗層顆粒附著在工件上。隨後,塗覆的微粉在烘爐中熔融。
2.2塗層步驟
粉體塗層加工步驟程序上分為以下幾步 :
1)、工件的制備
2)、粉體噴塗
3)、粉料熔融
工件的制備
為瞭使工件表層獲得足夠的表麵附著力,必須首先除去待塗表麵的全部油脂。我們使用有機溶劑溶解油脂並加溫至約400°C 使其完全揮發。下一步,采用噴砂處理的機械方式清潔工件並使其表麵毛糙。可以通過應用粘接助劑(底漆)的方式來改善塗層同工件表層的結合能力。
粉體噴塗
粉狀微粒由壓縮空氣從捕集器中吹出,在其通往噴槍噴嘴的途中,有一段帶靜電的區域。由於微粒帶同種電荷,它們在其飛行路線上互相排斥,並形成瞭均勻一致的雲狀噴霧。待噴塗的工件接地,借此,噴槍和工件之間形成瞭一個帶靜電的區域。粉狀微粒受工件吸引,並附著於其上。
粉料熔融
在塗層技術中,高溫噴塗和低溫噴塗有原則性的不同。如采用高溫噴塗,基材的溫度要高於粉體材料的熔融溫度,粉狀微粒覆於其上。這樣微粉在噴塗的過程中就已熔融。低溫噴塗這種加工方法則是基材溫度低於粉體材料的熔融溫度。隨後在烘爐中進行熔融.



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
