




汕頭雄興塑膠抽粒廠
自產自銷:475(HIPS)、ABS、PC+ABS、POM、PBT加纖
大量生產475(HIPS)黑色防火V0 50寸以上液晶電視外殼專用料)PBT黑色加纖10%-30%
(各種型號SUB連接器專用料)PBT灰白加纖15%-30% (各種型號SUB連接器專用料)
可以根據廠傢要求訂做配色抽粒 廠傢直銷、質量穩定。
廠址:汕頭市潮陽區貴嶼鎮華美工業區
東莞辦事處:樟木頭九洲塑膠市場34號(和之富生活超市對麵)
歡迎來電來人咨詢合作
聯系電話:0769-87197277、87193323 13728193700 林生
支持信用卡支付
支持信用卡支付




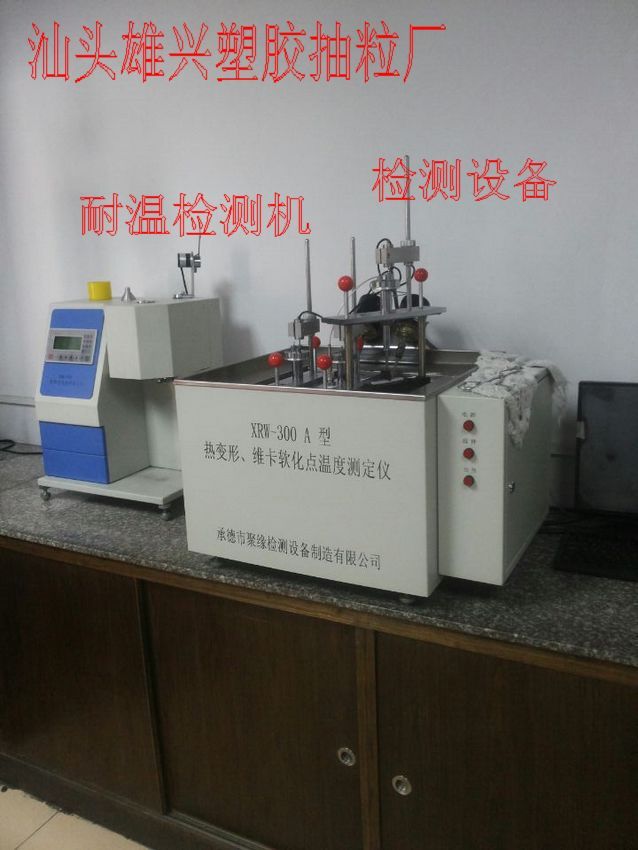

汕頭市雄興塑膠造粒廠 專業生產 通用塑料:475(HIPS)、ABS、PC、PC+ABS、PP 工程塑料:PBT、PA、PPO、POM 可以根據廠傢要求來板訂做各種顏色性能再生料、改性副牌料。適應註塑傢用器具(食品加工刀片、真空吸塵器元件、電風扇、頭發乾燥機殼體、咖啡器皿等),電器元件(開關、LED燈具外殼配件、電機殼、保險絲盒、計算機鍵盤按鍵等),汽車工業(散熱器格窗、車身嵌板、車輪蓋、門窗部件等)。
註塑模工藝條件:
乾燥處理:這種材料在高溫下很容易水解,因此加工前的乾燥處理是很重要的。建議在空氣中的乾燥條件為120℃,6~8小時,或者150℃,2~4小時。濕度必須小於0.03%。如果用吸濕乾燥器乾燥,建議條件為150℃,2.5小時。
熔化溫度:225~275℃,建議溫度:250℃ 。
模具溫度:對於未增強型的材料為40~60℃。要很好地設計模具的冷卻腔道以減小塑件的彎曲。熱量的散失一定要快而均勻。建議模具冷卻腔道的直徑為12mm。
註射壓力:中等(最大到1500bar)。
註射速度:應使用盡可能快的註射速度(因為PBT的凝固很快)。
流道和澆口:建議使用圓形流道以增加壓力的傳遞(經驗公式:流道直徑=塑件厚度+1.5mm)。可以使用各種型式的澆口。也可以使用熱流道,但要註意防止材料的滲漏和降解。澆口直徑應該在0.8~1.0*t之間,這裡 t是塑件厚度。如果是潛入式澆口,建議最小直徑為0.75mm。
可以根據廠傢要求來板訂做各種顏色性能再生料、副牌料。
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



