

直熱式熱熔原理
直熱式熱熔是利用電熱熔化原理,準確控制溫度變化,配合機械裝置來達到產品熔接,特別適合不易熔接,形狀
不規則較大型的產品。
適用范圍
螺母埋植,塑料柱成形、鉚合,如筆記本計算機、液晶麵板、背投光源、鼠標等,塑膠片材熔接如計算機鍵盤。
技術規格
SPECIFICATIONS 規格機型 xdy-1048
HOT power 發熱功率 4.8KW
Power supply 電源電壓 AC220V
Hot plate route 工作行程 150mm
welding tempreture 熱熔溫度 0-250℃
Hot plate time size 發熱板尺寸 400×300mm
工作臺尺寸 700×560mm
Size(L×W×H)mm 外形尺寸 700×500×1500mm
整機特點
■具有電子緩動和電子限位,適用於埋植、鉚接等多種熱熔方式
■油壓緩沖器與緩沖電路相結合,運行十分平穩
■適合較大型物件加工和多點同時熔接
■導熱板采用鐵佛龍批覆處理,永不粘塑料
■采用多段發熱管與進口溫控系統,控溫準確可靠
■采用靜電噴塗和鍍硬鉻等多種表麵處理,外觀美觀、經久耐用


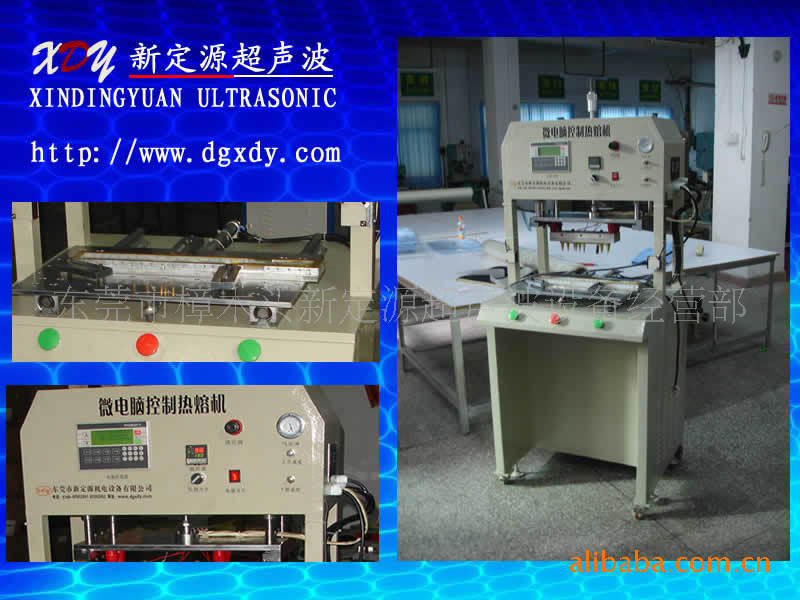
熱熔機介紹:
本設備采用抽板式結構,由電加熱方法將加熱板熱量傳遞給上下塑料加熱件的熔接麵。使其表麵熔融,然後將加熱板迅速退出,上下兩片加熱件加熱後熔融麵熔合、固化、合為一體。整機為框架形式,由上模板、下模板、熱模板三大塊板組成,並配有熱模、上下塑料冷模,動作方式為氣動控制。主要適用於傢用電器、車燈、汽車溶器等塑件焊接。可根據不同塑件大小設定加熱功率和模具尺寸實現多種塑膠工件焊接,操作簡單,使用方便。 加熱板由上下兩塊組成,用電熱管對其加熱。本機共設兩隻溫度控制器分別控制上下模溫度。焊接時可根據焊接時的實際需要在0~600℃范圍內自行設定。 本設備控制方式可分為手動和自動兩種控制,手動為單件動作,主要用於機構和模具的調試,手動調試好以後,生產時調整到自動。自動控制系統采用可編程控制器(PLC)和觸模屏人機界麵來控制,各氣缸運動為氣壓推動,操作簡便、性能可靠、尺寸緊湊,提高生產效率和質量。所有聚乙烯管道的連接接頭必須用電熔或熱熔的連接方法,而不得使用機械連接方法,熱熔連接的接頭比管道自身的強度要大些。接頭或連接件都是塑料材質,不存在腐蝕問題。管道連接方法的選取取決於管道制造商的要求和推薦說明,以及現場施工人員所掌握的技術。熱熔連接首先把管道修剪、清洗整潔、對齊,然後被加熱到其熔點並連接到一起。在工業上熱熔技術有熱熔和承插連接兩種。 ⑴熱熔對接 熱熔對接是將聚乙烯管端界麵,利用加熱板加熱熔融後相互對接融合,經冷卻固定連接在一起的方法。通常采用熱熔電焊機來加熱端管,使其熔化,迅速將其貼合,保持有一定的壓力,經冷卻達到熔接的目的。各尺寸的聚乙烯管均可采取熱熔對接方式連接。但公稱直徑小於63mm的管材推薦采用電容連接。該方法經濟可靠,其接口在承拉和承壓時都比管材本身具有更高的強度。 準備工作。對接管段均應管材一致,應盡量采用同一廠配套材料;對接管段外徑、壁厚應一致;焊接管材和管件的內外表麵,尤其是端口附近應光滑平整,無異狀;管材的尺寸偏差等應滿足要求;對接管段應具有與焊機匹配的良好的加工與焊接性能;檢查焊接系統及電源匹配情況,清理加熱板,將焊機各部件的電源接通,並且應有接地保護;按焊機給出的焊接工藝參數設置加熱板溫度至焊接溫度;若是自動焊機,還應設置吸熱時間與冷卻時間等參數。 熱熔對接操作要點。使用該方法時,設備僅需熱熔對接焊機,操作要點如下:將帶連接管材置於焊接夾具上並夾緊,接著清潔管材待連接端,並銑削連接麵,校直兩對接件,使其錯位量不大於壁厚的10%。然後放入加熱板加熱。加熱完畢後,取出加熱板。最後迅速接合兩加熱麵,升壓至熔接壓力並保壓冷卻。 ⑵熱熔承插連接 熱熔承插連接在熱熔承插連接中,兩個需要連接的管道端部分分別與一個較粗的成接管段兩端部加熱熔解,這樣,每個接頭需要兩次熱熔過程。 熱熔承插連接時,管道端口應倒角,擦凈連接麵。在插口端畫標線,用加熱工具同時對管材、管件連接麵加熱。當DN≥63mm時,采用機械裝置的加熱工具,否則為手動加熱工具。加熱完畢後,立即退出加熱工具,用均勻外力將插口伸入承口達標線的深度,在承口端部形成均勻凸緣。 ⑶熱熔連接方法的選取及質量控制 熱熔連接方式的選取主要取決於塑料管材質等級、密度等因素。塑料管的連接方法也應根據埋地《聚乙烯給水管工程技術規程》(GJJ101—2004)等有關規定。大多數聚乙烯管都可以用兩種熱熔的方法連接在一起。但是,一些高密度的聚乙烯管不能用承接的方法連接。在用於地埋換熱器時,聚丁烯一般為承插連接。兩種連接方式使用得當都可得到牢固的接頭。兩種連接方式使用得當,都可得到牢固的接頭,其強度比管道自身的強度都大。 應該註意的是:由於熔點和使用壽命不同,不同的塑料或級別不同的塑料不應熔接在一起。 施工中現主要采取目測和“後彎”試驗方法來檢測熔接質量。 目測——用眼睛觀測。翻邊應是實心和圓滑的,根部較寬。若根部較窄且有卷曲現象的中部翻邊,可能是由於壓力過大或吸熱時間過短造成的;“後彎”試驗方法是用用手指按住翻邊外側,將翻邊向外彎曲,在彎曲過程中觀察是否有微縫狀缺陷,如有則說明加熱板可能存在細微污染:有條件的話,可采用聚乙烯熱熔對接接頭的超音波檢查系統,按檢查的特征和采用機械試驗的關聯分析結果,對焊接質量做出判斷。 ⑷電熔連接過程 ①準備工作及註意事項。對接管段均應材質一致,同時應盡量采用同一廠配套材料;對接管段外徑、壁厚應一致,誤差在許可范圍內;待焊管材和管件的內外表麵應光滑平整,無異狀;對接管段均應具有與焊機匹配的良好的加工與焊接性能。在寒冷氣候、大風環境下焊接時,應采取保護措施;需焊接的表麵,臨焊接前必須刮除氧化皮、潔凈;電熔管件不用時不拆包裝,嚴格按焊機說明書和管件條碼規定的時間值進行焊接;在焊接過程中及焊接完成後的冷卻階段,不得移動連接件或施加任何外力。 ②電熔連接的操作要點。清潔管材連接麵上的污物,標出插入深度,刮除其表皮;管材固定在機架上,將電熔管件套在管材上;校直待連接件,保證在同一軸線上;通電,熔接;冷卻。在連接時,通電加熱時的電壓和加熱時間選擇應符合電熔連接機具生產廠傢及管件生產廠傢的規定。電熔連接冷卻期間,不得移動連接件或在連接件上施加任何外力
編輯本段熱熔焊接的通用方法
1、熔接法:超音波振動隨焊頭將超音波傳導至焊件,由於兩焊件處聲阻大,因此產生局部高溫,使焊件交界麵熔化。在一定壓力下,使兩焊件達到美觀、快速、堅固的熔接效果。 2、埋植(插)法:螺母或其它金屬欲插入塑料工件。首先將超音波傳至金屬,經高速振動,使金屬物直接埋入成型塑膠內,同時將塑膠熔化,其固化後完成埋插。 3、成型法:利用超音波將塑料工件瞬間熔化成型,當塑料凝固時可使金屬或其它材質的塑料牢固。 4、切除法:利用焊頭及底座的特別設計方式,當塑料工件剛射出時,直接壓於塑料的枝乾上,通過超音波傳導達到切除的效果 5、鉚接法:欲將金屬和塑料或兩塊性質不同的塑料接合起來,可利用超音波鉚接法,使焊件不易脆化、美觀、堅固。 6、點焊法:利用小型焊頭將兩件大型塑料制品分點焊接,或整排齒狀的焊頭直接壓於兩件塑料工件上,從而達到點焊的效果。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。