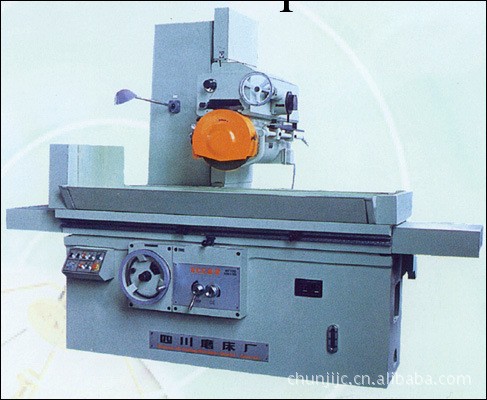




本機床為普通內圓磨床,適用於單件小批生產場合磨削各種機械零件上圓柱形或圓錐形的內孔(通孔或不通孔)。機床佈局采用砂輪作橫向進給運動,並由工作臺縱向往復運動的磨削形式。
砂輪橫向進給運動可手動或液動。液動進給時,工作臺每完成一次往復運動,砂輪就作一次微量進給運動(即周期進給)。進給量能無級調整。
進給系統設有快跳機構,砂輪能作跳出、跳進動作,砂輪在跳離工件的固定位置上進行修整,在跳進位置上進行磨削,進給終點可由死擋塊限位,較高的重復定位精度,使成批定程磨削獲得一定精度的尺寸分散。
進給系統具備二條進給傳動鏈:一條為磨削進給,另一條為調整和修整進給,互不乾涉。磨削過程中手輪無須作頻繁的進退動作,操作者也無需記意刻度盤的位置,調整操作簡單方便。
往復工作臺縱向運動由油壓傳動,可作無級調速。工作臺快速進退磨削和修整速度通過操作和調整而獲得。
頭架主軸驅動由可控矽直流調速器作無級調整帶動工件轉動。電氣控制元件集中於電箱內,操作按鈕等集中於麵板使於控制。
技術 規 格 | |||||
磨孔直徑 | mm | Ф50-Ф200 | |||
磨 孔 最 大 深 度 | 孔徑為50-80mm時 | mm | 120 | ||
孔徑為80-150mm時 | mm | 150 | |||
孔徑為150-200mm時 | mm | 200 | |||
工件最大旋 徑 | 罩內 | mm | Ф400 | ||
罩外 | mm | Ф600 | |||
工作臺最大行程 | mm | 600 | |||
床頭箱主軸中心至床身 | mm | 1210 | |||
床頭箱最大回轉角 | ° | 30° | |||
床頭箱最大橫向移動量 | mm | 250 | |||
工件轉速(無級調速) | r/min | 100-500 | |||
砂輪最大橫向移動量 | mm | 70 | |||
砂輪轉速 | r/mn | 11000、8000、6000 | |||
機床總功率 | Kw | 7.425 | |||
機床外形尺寸 | mm | 3100×2125×1320 | |||
包裝箱體尺寸 | mm | 3100×1950×1980 | |||
機床重量 | kg | 3410 | |||
機床毛重 | kg | 3700 | |||
工作 精 度 | |||||
圓度 | mm | 0.003 | |||
縱截麵內直徑的一致性 | mm | 0.008 | |||
表麵粗糙度 | μm | Ra0.63 | |||
主要 附 件 | |||||
三爪自定心卡盤 | 1套 | 砂輪接長軸 | 1套 | ||
皮帶輪 | 1套 | 冷卻箱 | 1套 | ||


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。