








一;GT4228/GT4235Z主要技術參數;
| 技術參數/規格 | GT4228 | GT4235 |
| 最大切削范圍 | @280280 | @350 350350 |
| 切削速度【MIN】 | 三檔 27 45 69 | 三檔 27 45 69 |
| 進刀速度調節 | 液壓無極調速 | 液壓無極調速 |
| 鋸帶規格【mm】 | 3505x27x0.9 | 4115x34x1.1 |
| 工作加緊方式 | 液壓 | 液壓 |
| 主電機功率【kw】 | 2.2 | 3 |
| 油泵電機功率【kw】 | 0.55 | 0.55 |
| 冷卻電機功率【kw] | 0.04 | 0.04 |
| 主傳動減速方式 | 蝸桿 | 蝸桿 |
| 鋸床外形尺寸【mm] | 18001100x1350 | 20001100x1450 |
二。機床的主要部件
| 鋸弓 | 底座 | 鉗體 | 鋸輪 | 電器箱 | 冷卻箱 | 操作站 |
| 付立柱 | 張緊座 | 導向裝置 | 油壓泵 | 電機 | 減速箱 | 冷卻泵 |
| 主油缸 | 夾料油缸 | 工作燈 | 皮帶輪 |
三;使用新鋸條下料註意事項
1,安裝新鋸帶之前,應對鋸床進行檢測,以保證鋸輪邊緣及鋸帶軌道清潔,冷卻液流量比例合適,液壓系統工作正常。
2,鋸齒的選擇【考察3】,選擇鋸齒的原則是大料用粗齒,小料用細齒。例如,
使用4齒鋸帶,被切削材料直徑為@80-120mm。由於鋸齒進入工件內數量過少,單個鋸齒承受的符合過大,就會造成打齒,相反,如果使用細齒【如6齒】切削大料【如@150mm直徑圓鋼】由於鋸齒進 工件內的過量過多,細齒齒溝小,不能及時將鋸銷清除,造成齒間脫落或齒間過早鈍化。
3,材質的選擇也相當重要,對已比較硬的材料切削速度和進給率適當降低,質地較軟和一切銷材料,可適當加大速度和進給率。
4,被切削材料的形狀也是關系到鋸床能否正常發揮功能的因素,切削實心鋼材工件時,應根據材料大小選擇鋸齒,切削結構鋼材時,最好使用變齒鋸條,切記進入工件的鋸條的鋸齒應保持二個以上。
5,合理使用冷卻是影響鋸帶壽命的關鍵因素,切削硬質材料【高合金鋼時】油水之比為1;5,切削易切材【低合金鋼,碳鋼】時,油水之對比為1;10,但具體操作應有操作人員根據實際情況現場掌握並控制流量和冷卻液對比。
四;帶鋸條的安裝方法;
1檢查所有鋸條焊口部位背部,兩側是否打磨平整,齒部有無缺陷,所選鋸條規格是否正確。
2將鋸架升起至1m-1.m處。掀開左右護罩,按鋸架左邊標牌【松開-加緊】指示,轉動絲桿5-7cm左右,松開左右支架調整螺絲,讓兩個夾持塊間離開3-5cm左右。
3把鋸條套進鋸弓兩邊鋸輪中,用手把鋸條放進導向盒,鋸背靠近導向盒鋸背軸承,調整螺栓,讓其夾持塊輕度靠緊鋸條,檢查鋸條是否在鋸輪槽裡,已4不脫落為準,以上工作完後,按張緊座標牌【松開-夾緊】指示,轉動絲桿張緊鋸條,鋸條張進力約為25-35n。m否則,在機床啟動和運轉切削工作時,因鋸帶受到被切加工件的沖擊力,以及在切削過程中所形成的阻力,壓力或進給力過大所產生的反沖擊力造成的斷帶。
4啟動按紐與停止按紐交替按動,使鋸條慢慢移動3圈左右,觀察是否有脫落現象,鋸背離鋸輪槽邊緣0.5mm以內。
5,以上項目分幾次完成後讓鋸床空轉2-3分鐘,無異響相聲達到5.4要求可進行正常工作。
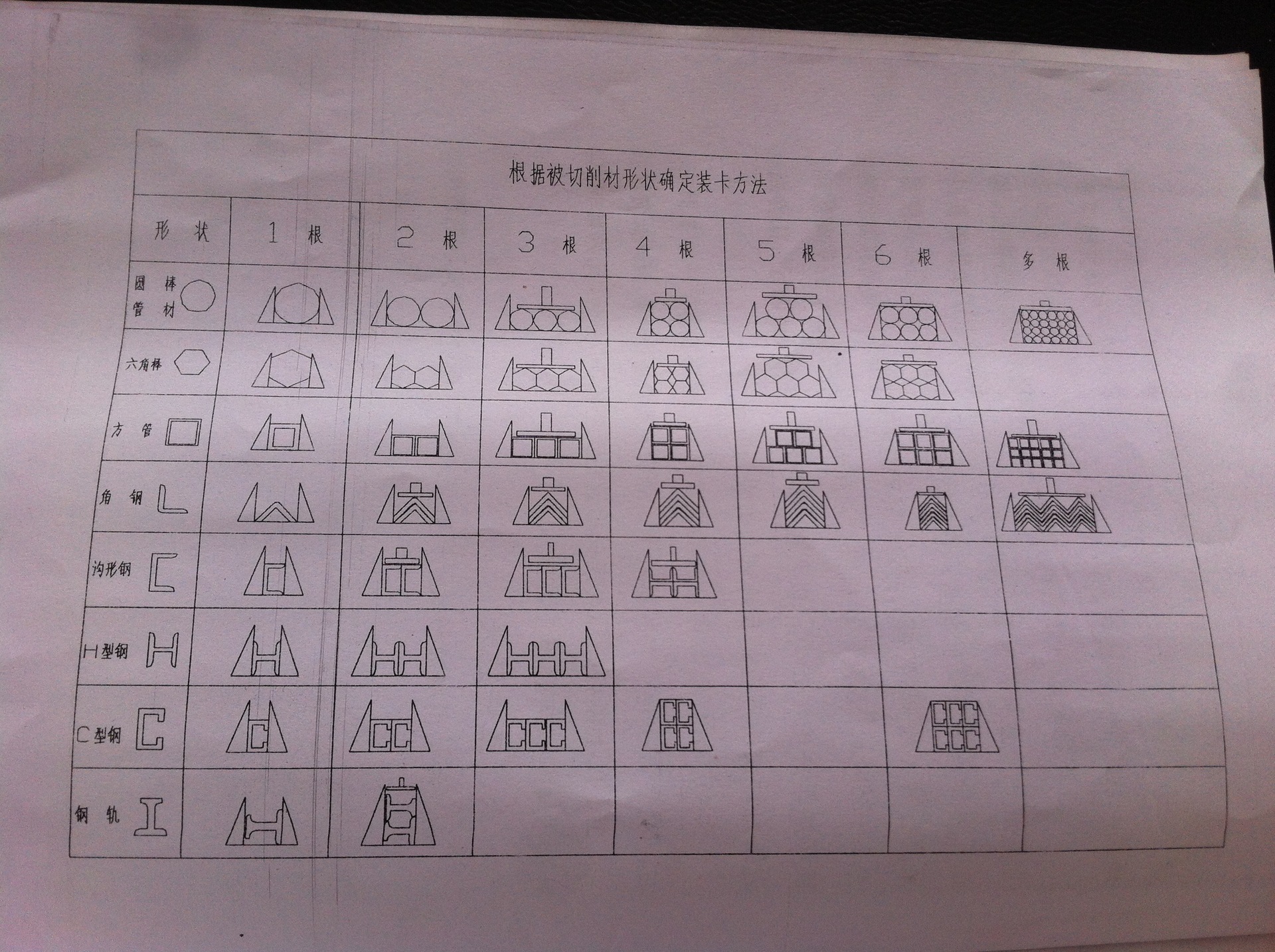
五;工作裝夾;
1被切削材料形狀不同應采取不同的裝夾方式,見詳圖;
六;油壓系統,
本鋸床液壓系統完成以下工作;
1鋸弓的上下升降
2工件的夾緊松開
3鋸帶進給液壓無極調速式,系統壓力2.0Mpa-1.8Mpa
| 序號 | 型號 | 名稱 | 數量 | 備註 |
| 1 | wu25-100 | 漏網 | 1 | |
| 2 | CB-B6 | 齒輪泵 | 1 | 額定量6升 |
| 3 | YS712-4 | 電機 | 1 | 0.55Kw/1440r |
| 4 | P-B10B | 溢流閥 | 1 | |
| 5 | DSG-02-3C2-24V-N | 三位四通電磁閥 | 1 | |
| 6 | HDJ-10Y | 節流發 | 1 | |
| 7 | 22C-10 | 二位二通形成閥 | 1 | |
| 8 | 340-10 | 三位四通換向閥 | 1 |
銷售熱線: 0632 5627511
傳真: 0632--5627511
手機: 13963212914 黃寧寧 (銷售部 經理)
網 址: http://yibojichuang.1688.com/
地 址:山東省滕州市經濟開發區
關
於發票:以上商品標價為不含稅價格,如需開票應另外加點、提供開戶資料
售後服務: 本廠出售商品因質量問題均享受三包政策,(人為操作或外力造成損傷破壞不在保修范圍內)一年內免費維修,終身成本維修,提供原廠配件。附件不在保修范圍內。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



