
 |
 | 項目 | JTM-1206 | 研磨范圍(直徑) | Ф1mm-Ф40mm | 研磨輪尺寸(外徑x寬x內徑) | Ф305x150xФ120mm | 調整輪尺寸(外徑x寬x內徑) | Ф205x150xФ90mm | 研磨輪轉速 | 1950R.P.M | 調整輪轉速 | 0-320R.P.M | 砂輪驅動馬達 | 7.5HP | 調整輪驅動馬達 | 2.0KW | 油壓泵驅動馬達 | 1HP | 冷卻泵驅動馬達 | 1/8HP | 調整輪進刀刻度 | 3.5mm/轉 0.02mm/刻度 | 調整輪微調刻度 | 0.1mm/轉 0.001mm /刻度 | 工作臺進刀刻度 | 7mm/轉 0.05mm/刻度 | 工作臺微調刻度 | 0.2mm/轉 0.001mm/刻度 | 修整裝置進刀刻度 | 1.5mm/轉 0.01mm/刻度 | 調整輪傾斜角度 | ±5° | 調整輪回轉角度 | ±5° | 機械尺寸 | 18001400x1450mm | 裝箱尺寸 | 23501650x1770mm | 機械重量 | 1750kgs | 裝箱重量 | 1900kgs |
|
 |

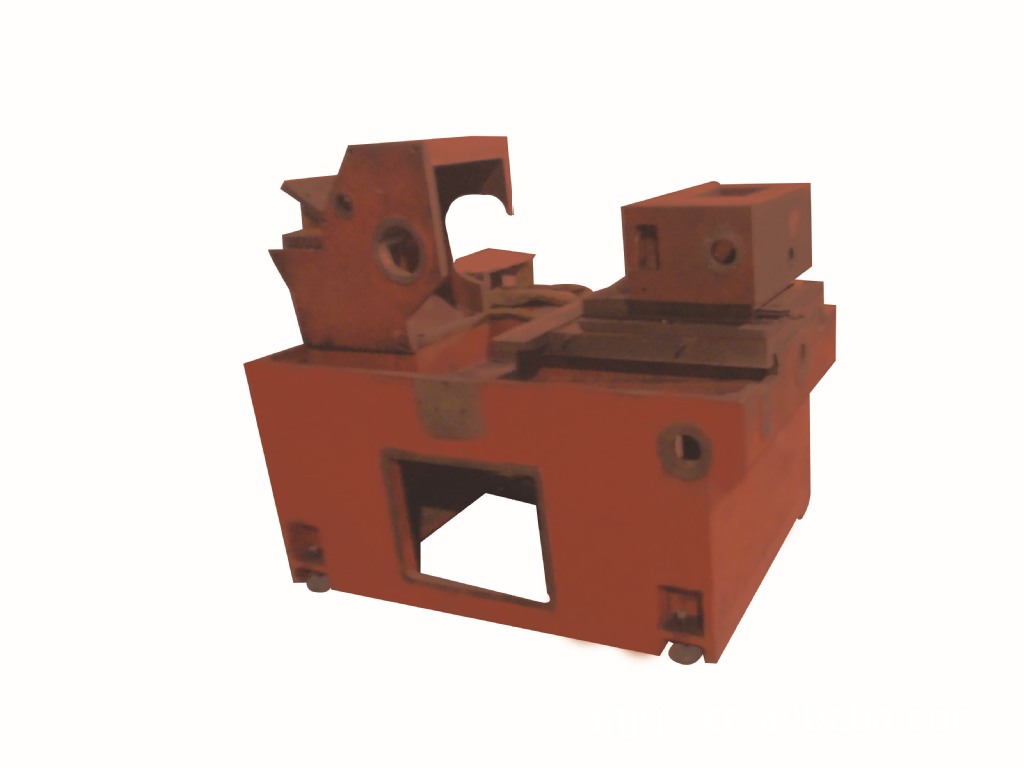

1. 機體
機 臺結構經有限元素計算機輔助分析自然頻率,確保全機最佳化的剛性設計,鑄件采用最佳抗拉強度、耐磨、最大阻尼率、高壽命、高質量的鑄鐵HT300 經正常化熱處理,呋喃樹脂砂模鑄造,合理的力學設計及優良的材質確保使用過程中不變形,堅固、耐磨損。每一臺機床都經資深的工匠精雕細琢,確保直線度、平 麵度達到最佳。 |
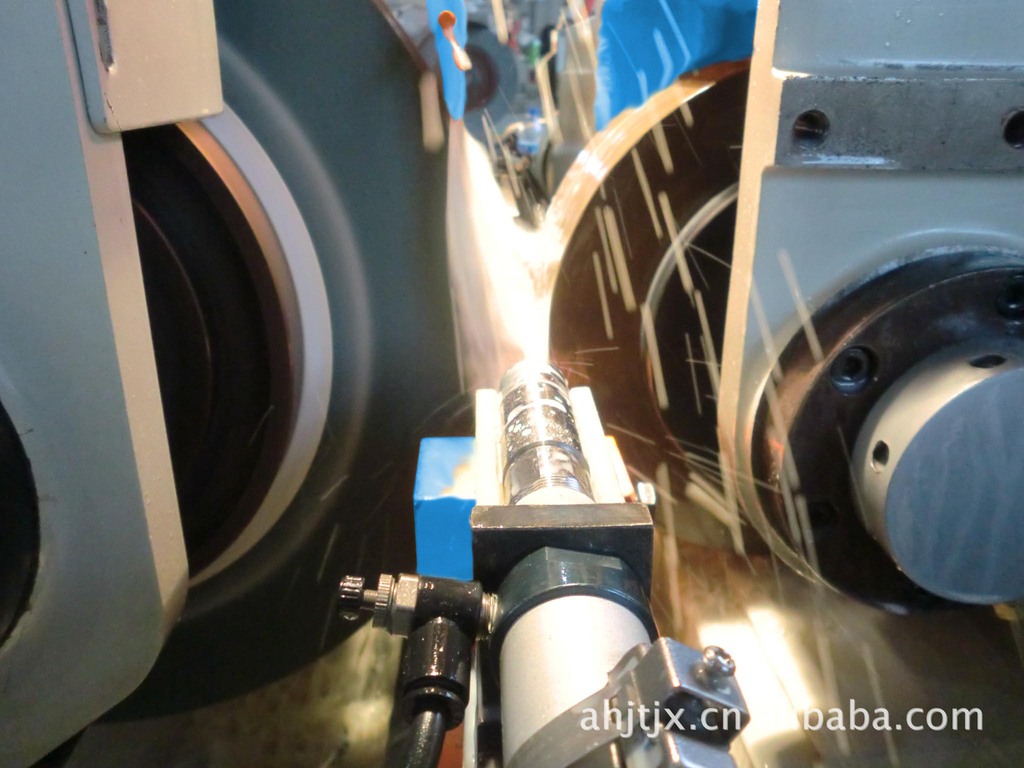
2. 浮動油膜主軸
砂 輪主軸、導輪主軸采用SNCM-220H經滲碳熱處理,以計算機控制深冷處理,表麵硬度HRC62°以上,芯部硬度HRC25-30°;經精密研磨:粗 磨、中磨、細磨,再經過拋光,確保超精密的表麵,在使用期間保證瞭主軸不變形,提升瞭主軸壽命和穩定性;主軸承受扭力強,精度佳,壽命高。合金軸承采用三 點式動壓油膜系統,主軸為浮動式,與合金軸承接觸麵少,溫深低,確保每一臺機器在長時間工作後維持一致之穩定及精度

3. 調整輪傳動系統
調 整輪主軸馬達采用日本制高性能伺服馬達驅動,提供準確的無段變速,無論主軸高速或低速運轉,絕無主軸失速問題、並確保工件麵粗糙度、研磨出最佳產品。馬達 傳動采用齒形時規皮帶,可減少震動,降低噪音。馬達底座與導輪頭連接為一體,調整輪傾斜時導輪傳動系統亦傾斜,完全排除皮帶輪與皮帶不平行及扭轉之問題。
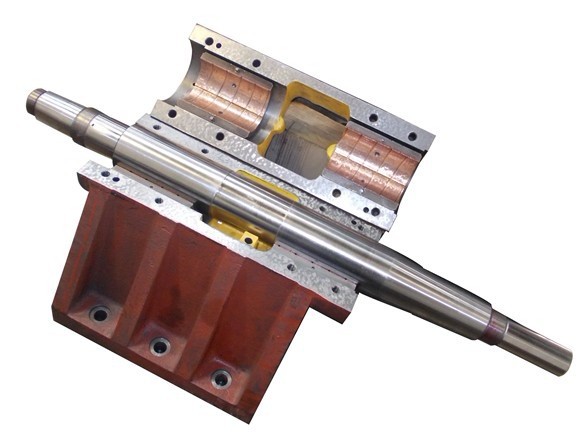
 4. 主軸循環油系統
砂 輪主軸與油壓幫浦為連鎖啟動,在潤滑油壓未達到額度數據時,主軸馬達不能啟動,故壓力不足或油路故障時,壓力開關自動報警,停止主軸運轉,保護主軸及合金 軸承不受損傷。油溫散熱器可降低主軸潤滑油溫度,減少熱變形,延長油封、合金軸承及主軸壽命。主軸自動潤滑與油壓修整裝置為同一油泵,外置油箱,清洗換油 方便

5. 滑動臺
下滑臺采用雙V型滑軌及楔形護軌,使滑動圓滑及操作穩定。同時能避免泥液侵入。上滑板采鳩形槽結構,並有±5°左右旋轉之功能。同時上下進刀附有微調進刀裝置,進刀微調可達0.001mm,使用方便,並充分提高操作精度。
 6. 修整裝置
采用高級鑄鐵FC-30 ,經熱處理,精密研磨及鏟花加工而成;特殊設計的油壓修整系統,配合無段變速,確保修整平穩,真直;通過研磨時,可按工件及需要,導輪修整座可做±5°旋轉,使工件與導輪接觸之更好,研磨工件之真直度及表麵粗糙度相對提高,且效率之更高

7. 研磨精度
任何一部金泰高精密無心磨床出廠前必通過本公司嚴格的試磨及檢測,以達到真圓度及麵粗糙度之標準,金泰無心磨床之所以廣受客戶的肯定與信賴,應歸於我們對質量嚴格要求的一貫堅持和對磨床事業的執著與敬仰。
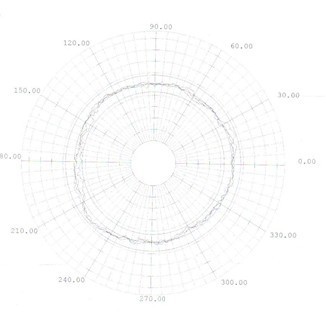 Machine: JTM-12
Workpiece: Ø6 x 70
metal: SUJ-2
Hardness: HRC-62
Grinding wheel WA 1000#
CUT OFF= 0.25 mm
TRAVERSING LENGTH= 1.0 mm
MAG= 20000
Ra= 0.02μm
RMAx= 0.28μm
Rz= 0.24μm
RMS= 0.02μm
Rt= 0.22μm
Rtm= 0.20um 8. 工作方式例
 9.研磨實利
 金泰機械為您提供最佳磨削方案,制造高品質磨床。 |
|
新手教學

 批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。










