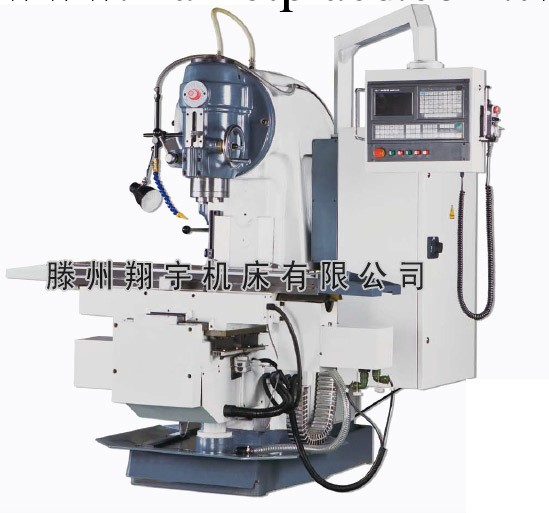
XK5032數控立式銑床: XK5032數控立式銑床:
數控銑床引是在一般銑床的基礎上發展起來的,兩者的加工工藝基本相同,結構也有些相似,但數控銑床是靠程序控制的自動加工機床,所以其結構也與普通銑床有很大區別。 數控銑削加工除瞭具有普通銑床加工的特點外,還有如下特點:
1、零件加工的適應性強、靈活性好,能加工輪廓形狀特別復雜或難以控制尺寸的零件,如模具類零件、殼體類零件等。
2、能加工普通機床無法加工或很難加工的零件,如用數學模型描述的復雜曲線零件以及三維空間曲麵類零件。
3、能加工一次裝夾定位後,需進行多道工序加工的零件。
4、加工精度高、加工質量穩定可靠。
5、生產自動化程度高,可以減輕操作者的勞動強度。有利於生產管理自動化。
6、生產效率高。
7、從切削原理上講,無論是端銑或是周銑都屬於斷續切削方式,而不像車削那樣連續切削,因此對刀具的要求較高,具有良好的抗沖擊性、韌性和耐磨性。在乾式切削狀況下,還要求有良好的紅硬性。 數控銑床工作中註意事項
1、加工零件時,必須關上防護門,不準把頭、手抻入防護門內,加工過程中不允許打開防護門;
2、加工過程中,操作者不得擅自離開機床,應保持思想高度集中,觀察機床的運行狀態。若發生不正常現象或事故時,應立即終止程序運行,切斷電源並及時報告指導老師,不得進行其它操作;
3、嚴禁用力拍打控制麵板、觸摸顯示屏。嚴禁敲擊工作臺、分度頭、夾具和導軌;
4、嚴禁私自打開數控系統控制櫃進行觀看和觸摸;
5、操作人員不得隨意更改機床內部參數。實習學生不得調用、修改其它非自己所編的程序;
6、機床控制微機上,除進行程序操作和傳輸及程序拷貝外,不允許作其它操作;
7、數控銑床屬於大精設備,除工作臺上安放工裝和工件外,機床上嚴禁堆放任何工、夾、刃、量具、工件和其它雜物;
8、禁止用手接觸刀尖和鐵屑,鐵屑必須要用鐵鉤子或毛刷來清理;
9、禁止用手或其它任何方式接觸正在旋轉的主軸、工件或其它運動部位;
10、禁止加工過程中測量工件、手動變速,更不能用棉絲擦拭工件、也不能清掃機床;
11、禁止進行嘗試性操作;
12、使用手輪或快速移動方式移動各軸位置時,一定要看清機床X、Y、Z軸各方向“ 、-”號標牌後再移動。移動時先慢轉手輪觀察機床移動方向無誤後方可加快移動速度;
13、在程序運行中須暫停測量工件尺寸時,要待機床完全停止、主軸停轉後方可進行測量,以免發生人身事故;
14、機床若數天不使用,則每隔一天應對NC及CRT部分通電2-3小時。
15、關機時,要等主軸停轉3分鐘後方可關機。 主要技術參數 | Unit | XK5032 | 工作臺麵尺寸 | mm | 1600×320 | 工作臺T型槽/寬度/中心距 | mm | 3/18/70 | 工作臺縱向行程 | mm | 900 | 工作臺橫向行程 | mm | 360 | 工作臺垂向行程 | mm | 350 | 工作臺縱向機動進給 | | 無級 | 工作臺橫向機動進給 | | 無級 | 工作臺垂向機動進給 | | 無級 | 主軸端麵到工作臺麵距離 | mm | 45-415 | 主軸孔錐度 | | 7:24 ISO50 | 主軸變速級數 | | 18 | 主軸變速范圍 | r/min | 30-1500 | 機頭回轉角度 | | ±45° | 主軸軸向行程 | mm | 70 | 主電動機功率 | Kw | 7.5 | X、Y、Z進給伺服電機扭矩 | Nm | 10/10/15 | 機床外形尺寸 | mm | 2294×2050×1904 | 凈重 | Kg | 3200 |
|