1.溫順聰慧的重體力勞動者:氣液增力缸式沖壓設備以及其先進的沖壓技術性能和運轉加工的高可靠性及經濟性,為沖壓加工行業帶來瞭全新的活力。
2.先進的“軟到位”沖壓技術:空行程,純氣動驅動模具快速小力“軟”接觸工件,實現瞭理想的沖壓加工中的無沖擊“軟到位”。極大提高瞭沖壓加工質量及模具壽命,改善瞭沖壓加工環境。
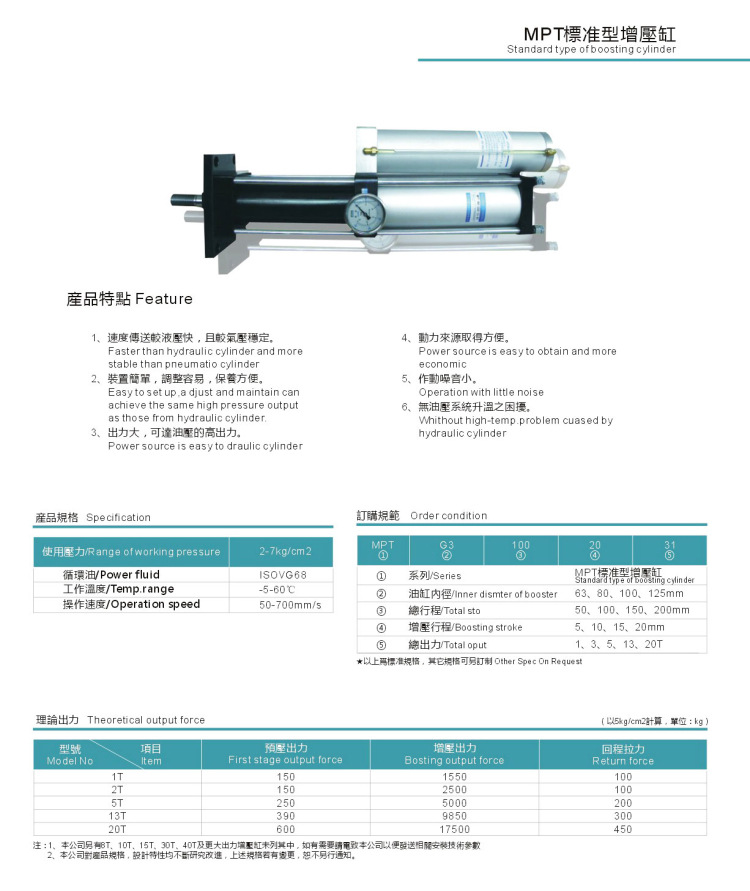
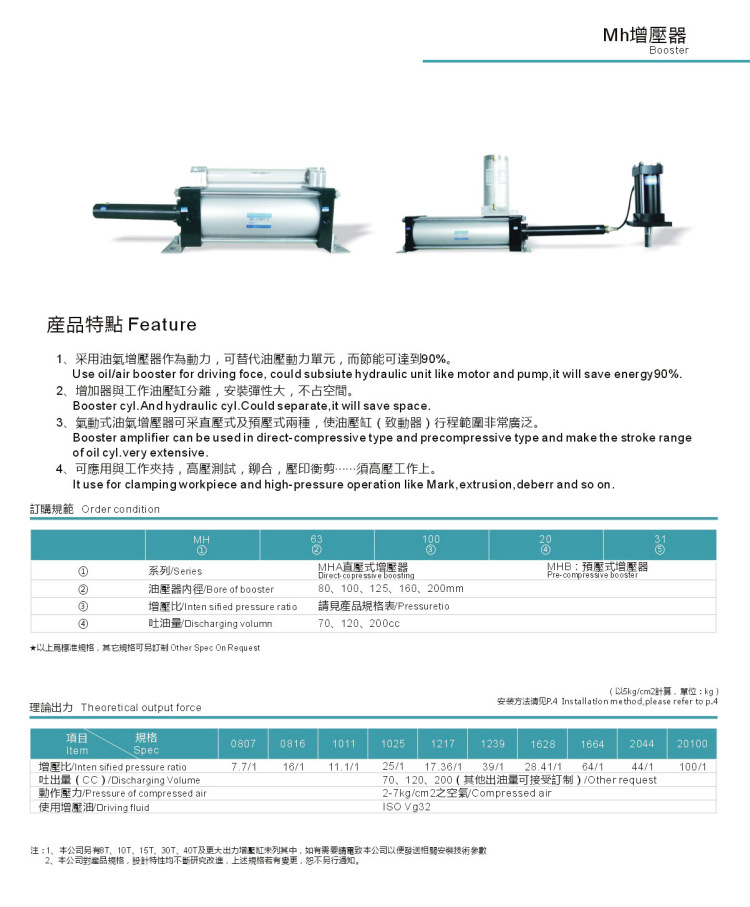
3.簡單的動力驅動:采用先進的氣液增力缸作為動力執行元件。2bar~6bar壓縮空氣驅動,無需液壓統,即可產生6KN~1000KN沖壓力。沖壓力在規定范圍內無級可調。
4.獨特的“自適應”沖壓技術:在總行程范圍內,力行程依據模具在任一位置接觸到工件而自動施加。更換不同模具、不同工件,您無需調整設備程。在力行程中,沖壓力依據外載變化自動適應和調節,自動實現沖壓加工過程最佳化。
5.三行程沖壓加工循環:針對實際沖壓加工的不同階段科學定點地施加不同的動力,實現瞭最經濟的高質量沖壓加工功能耗極低。快進行程—純氣驅動模具在空行程快速小力接觸。

註意事項
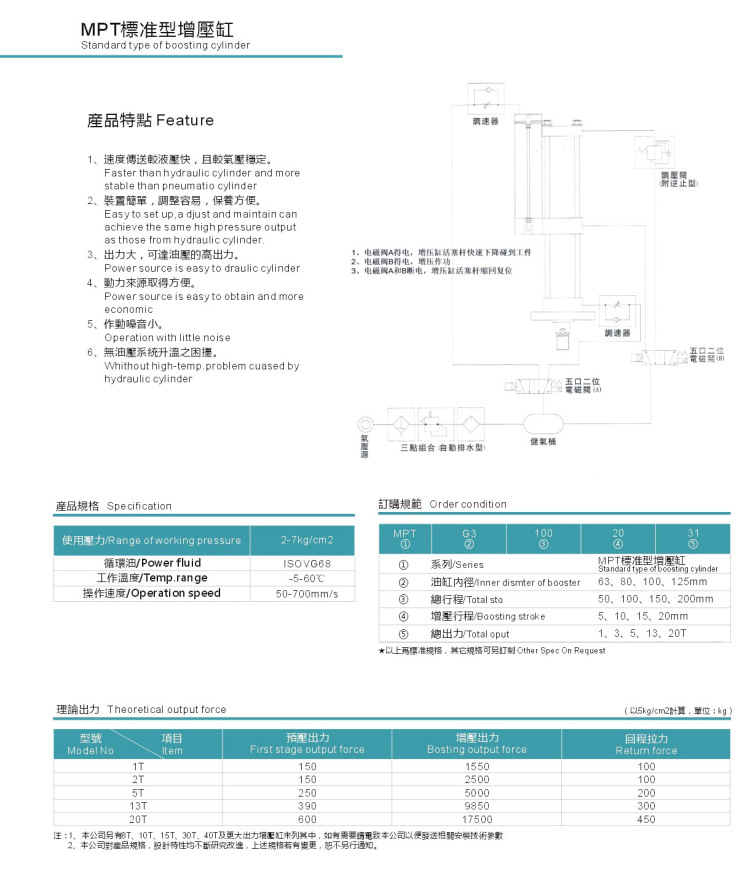
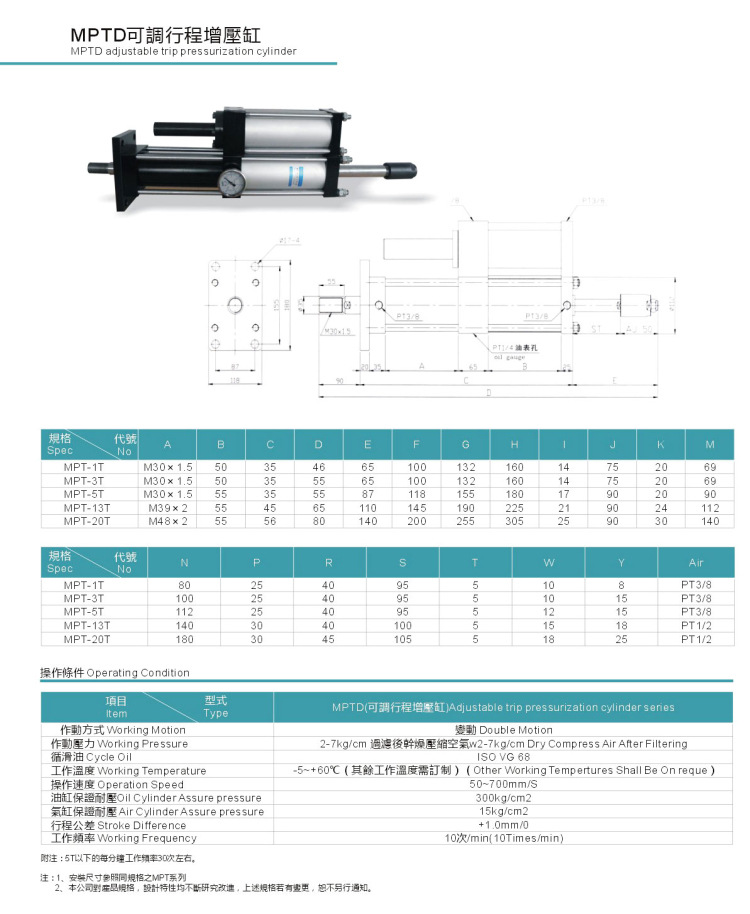
由於增壓缸經常處於高速運轉狀態,容易造成機器磨損,所以應按操作說明書來作業,增壓缸的工作溫度在-5℃~60℃左右,操作速度50~1000mm/s ,為瞭保證增壓缸的正常工作,使用中應註意以下幾點:
保持清潔
在將增壓缸接入氣路前,敬請先將管路及元件內的灰塵等雜物清除,以免降低增壓缸的使用壽命。
正常氣壓范圍內使用
缸在正常使用時工作氣壓必須要按照檢驗報告中規定的工作氣壓范圍內工作,不得超過規定的工作壓力.。
註意增壓缸的工作環境
缸在設計時工作環境內的溫度已定,若因工作需要變換工作環境超過溫度需與增壓缸技術相關人員聯系處。
由於缸中的部分元件為鐵質,所以請不要將其置於工況環境特為復雜的環境內使用(如有化學物質的接觸環境),另請在缸前端加裝有效的空氣處理元件(三點組合)並接時加油潤滑及排水處理。
不可擅改加其它液壓油
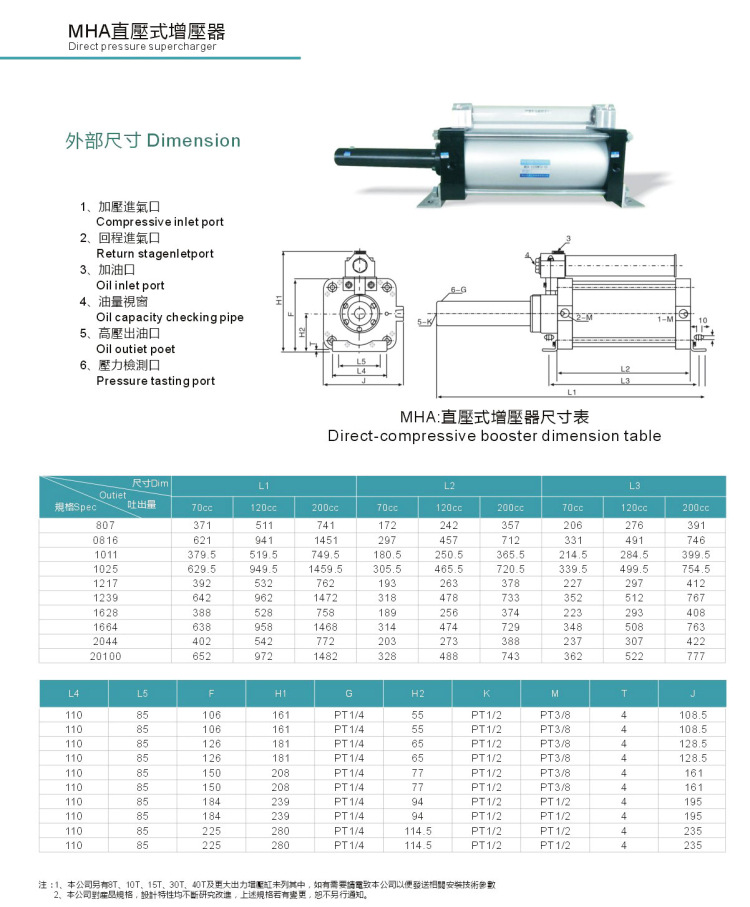
增壓缸在設計時所選用的液壓油介質為 VG68#抗磨液壓油,不可撤擅自改用其它液體介質(如機油.水等)。
一定要按程序操作
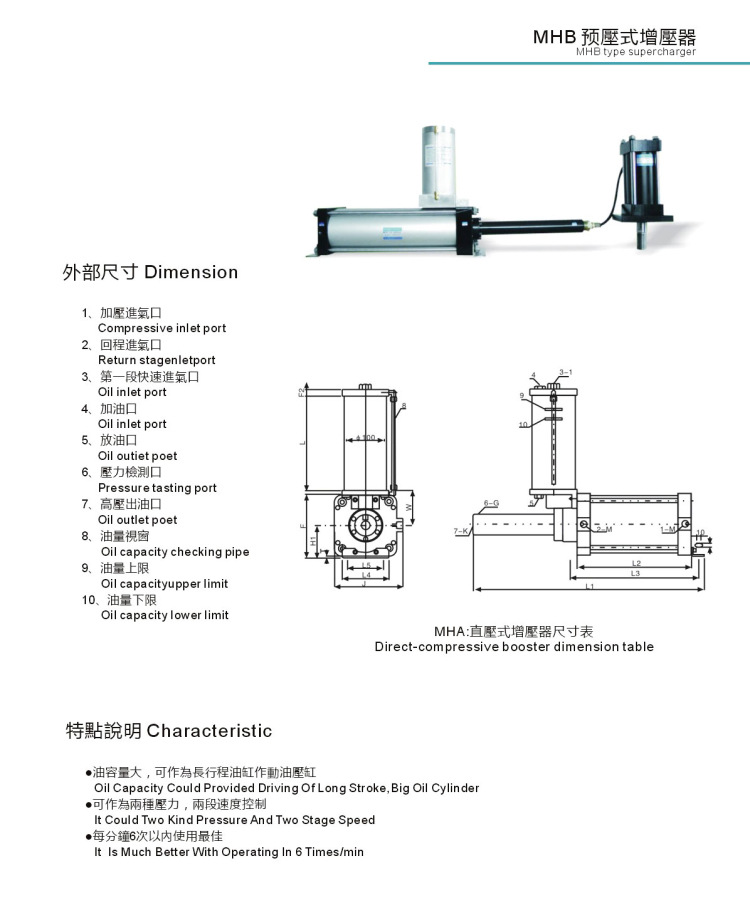
動作程序一定要按照氣路配裝圖的動作程序工作即預壓動作-增壓動作增壓釋壓-預壓復位
註意保養,經常檢查增壓缸運轉
為避免缸在增壓時動作的壓力過大破壞您的模具或工件,敬請在增壓缸增壓段進入口處加裝一減壓閥,以便能有效保護您的產品。
為確保增壓缸工作的穩定性,建議盡可能在三聯件與增壓缸之間並聯加裝一儲氣筒。
使用增壓缸500000次以上或半年以上時,建議將缸中的液壓油全部更換一次,以提高缸的使用壽命和工作年限。








新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。