恒鉆公司經銷株洲鉆石、自貢長城、江西天合、株洲精誠等各類硬質合金產品,生產硬質合金機夾刀片、數控刀片、焊接刀片、精磨銑刀片、地質礦山、合金板、合金條、合金圓棒、鑄造碳化鎢焊條和各種非標產品。
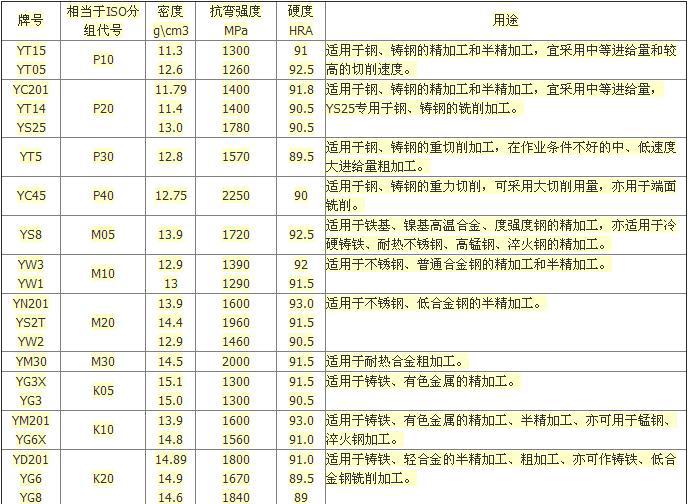
YT15(P10)硬度≥91適於碳素鋼與合金鋼連續切削的半精車及精車.斷續切時的精車.旋風車絲,連續麵的半精銑和精銑,孔的粗擴與精擴。
YT14(P20)硬度≥90.5適於對碳素鋼與合金鋼不平整麵進行連續切削時的粗車,間斷切削是的半精車與精車,連續麵的粗銑,鑄孔的擴鉆等。
YT5(P30)硬度≥89.5適於碳素鋼與合金鋼【包括鍛件。沖壓件及鑄件的表皮】不平整麵切削時的粗車。粗刨,半精刨,粗銑等。
YT30(P05)硬度≥92.5適於碳素鋼與合金鋼的精加工,如小斷麵精車、精鏜、精擴等。
YT05(P05)硬度≥92.5適於淬火鋼、合金鋼和高強度鋼的精加工和半精加工。
YG3(K01)硬度≥90.5適於鑄鐵、有色金屬的精加工的半精加工。
YG3X(K01)硬度≥91.5適於鑄鐵、有色金屬及其合金的精車、精鏜等。
YG6(K20)硬度≥89.5適於鑄鐵、有色金屬及其合金、非金屬材料的精加工的半精加工。
YG6A(K10)硬度≥91.5適於鑄鐵、有色金屬及其合金半精加工。
YG8(K30)硬度≥89.0適於鑄鐵,有色金屬及其合金,非金屬材料不平整表麵和間斷切削時的粗車,粗刨,粗銑,一般孔和深孔的鉆擴,擴孔。
YG8N(K20K30)硬度≥90適於鑄鐵及有色金屬的粗加工,亦適用於不銹鋼的粗加工的精加工。
YG6X(K10)硬度≥91.0適於合金鑄鐵.普通鑄鐵的精加工及半精加工。聯系電話:1383100828
YW1(M10)硬度≥91.5適於耐熱鋼,剛猛鋼,不銹鋼及合金鋼等難加工鋼材的加工,也適於普通鋼材,鑄鐵的加工.
YW2(M20)硬度≥90.5適於耐熱鋼、高錳鋼、不銹鋼及合金鋼等難加工鋼材的加工,也適於普通鋼材、鑄鐵的加工。
YW3(M10M20)硬度≥92用於不銹鋼、合金鋼、高強度鋼、超高強度鋼的精加工和半精加工。亦可在沖擊力小的情況下粗加工。
YS25(P25)硬度≥90.5適於碳素鋼,鑄鋼,高錳鋼,高強度鋼的及合金鋼的粗車,銑削和刨削。
YS30(P30)硬度≥90.5適於大走刀高效率銑削各種鋼材,尤其適合合金鋼的銑削、滾齒。聯系電話:13831900828
YS8(M05)硬度≥92.5適用於鐵基、鎳基高溫合金,高強度鋼的精加工,冷硬鑄鐵、耐熱不銹鋼、高錳鋼、淬火鋼的精加工。
YD05(K01)硬度≥93專用於加工各種鎳基、鈷基、鐵基及含碳化鎢自溶性噴塗合金材料。
YD15(K10K20)硬度≥91.0適於精車、辦精車鈦合金、鎳基高溫合金,也適於加工各類鑄件。
YD101 適於鑄鐵、有色金屬,尤其是鋁材的精加工、半精加工,亦可加工錳鋼、淬火鋼等硬質材料。
YT726 硬度≥93 紅硬性高,耐磨性好。適於冷硬鑄鐵、淬火鋼的車削、銑削。聯系電話:13831900828
YT798 硬度≥92.2 韌性好,具有很高的抗熱震裂和抗塑性變形能力。適於銑削合金結構鋼、合金工具鋼,也適於高錳鋼、不銹鋼的加工。
更多詳情(牌號、型號及其參數),敬請咨詢恒鉆公司。
部分國內硬質合金牌號: YD15 YG3X YT14 YG6A YG8N YS8 YC45 YT30 YW3 YG6X YC201 YT05 YT5 YW1 YG8 YW2 YG6 YG3
YM201 YS2T YS25 YT5R YD201 YC35 YS30 YT15 YS10 YC40 YT726 YT798 YT715
YT767 YT758 YG813 YG640 YD05
鎢鋼立銑刀使用註意事項
1.立銑刀的裝夾
加工中心用立銑刀大多采用彈簧夾套裝夾方式,使用時處於懸臂狀態。在銑削加工過程中,有時可能出現立銑刀從刀夾中逐漸伸出,甚至完全掉落,致使工件報廢的現象,其原因一般是因為刀夾內孔與立銑刀刀柄外徑之間存在油膜,造成夾緊力不足所致。立銑刀出廠時通常都塗有防銹油,如果切削時使用非水溶性切削油,刀夾內孔也會附著一層霧狀油膜,當刀柄和刀夾上都存在油膜時,刀夾很難牢固夾緊刀柄,在加工中立銑刀就容易松動掉落。所以在立銑刀裝夾前,應先將立銑刀柄部和刀夾內孔用清洗液清洗乾凈,擦乾後再進行裝夾。
當立銑刀的直徑較大時,即使刀柄和刀夾都很清潔,還是可能發生掉刀事故,這時應選用帶削平缺口的刀柄和相應的側麵鎖緊方式。
立銑刀夾緊後可能出現的另一問題是加工中立銑刀在刀夾端口處折斷,其原因一般是因為刀夾使用時間過長,刀夾端口部已磨損成錐形所致,此時應更換新的刀夾。
2.立銑刀的振動
由於立銑刀與刀夾之間存在微小間隙,所以在加工過程中刀具有可能出現振動現象。振動會使立銑刀圓周刃的吃刀量不均勻,且切擴量比原定值增大,影響加工精度和刀具使用壽命。但當加工出的溝槽寬度偏小時,也可以有目的地使刀具振動,通過增大切擴量來獲得所需槽寬,但這種情況下應將立銑刀的最大振幅限制在 0.02mm以下,否則無法進行穩定的切削。在正常加工中立銑刀的振動越小越好。
當出現刀具振動時,應考慮降低切削速度和進給速度,如兩者都已降低40%後仍存在較大振動,則應考慮減小吃刀量。
如加工系統出現共振,其原因可能是切削速度過大、進給速度偏小、刀具系統剛性不足、工件裝夾力不夠以及工件形狀或工件裝夾方法等因素所致,此時應采取調整切削用量、增加刀具系統剛度、提高進給速度等措施。
3.立銑刀的端刃切削
在模具等工件型腔的數控銑削加工中,當被切削點為下凹部分或深腔時,需加長立銑刀的伸出量。如果使用長刃型立銑刀,由於刀具的撓度較大,易產生振動並導致刀具折損。因此在加工過程中,如果隻需刀具端部附近的刀刃參加切削,則最好選用刀具總長度較長的短刃長柄型立銑刀。在臥式數控機床上使用大直徑立銑刀加工工件時,由於刀具自重所產生的變形較大,更應十分註意端刃切削容易出現的問題。在必須使用長刃型立銑刀的情況下,則需大幅度降低切削速度和進給速度。
4.切削參數的選用
切削速度的選擇主要取決於被加工工件的材質;進給速度的選擇主要取決於被加工工件的材質及立銑刀的直徑。國外一些刀具生產廠傢的刀具樣本附有刀具切削參數選用表,可供參考。但切削參數的選用同時又受機床、刀具系統、被加工工件形狀以及裝夾方式等多方麵因素的影響,應根據實際情況適當調整切削速度和進給速度。
當以數控刀具壽命為優先考慮因素時,可適當降低切削速度和進給速度;當切屑的離刃狀況不好時,則可適當增大切削速度。
5.切削方式的選擇
采用順銑有利於防止刀刃損壞,可提高刀具壽命。但有兩點需要註意:①如采用普通機床加工,應設法消除進給機構的間隙;②當工件表麵殘留有鑄、鍛工藝形成的氧化膜或其它硬化層時,宜采用逆銑。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。