本公司是一傢大型的專業金屬圓盤鋸片生產企業,擁有研發人員及專業技工人。專業生產各種規格的高速鋼鋸片銑刀,切口銑刀,刀口銑刀,硬質合金鋸片銑刀,單/雙角銑刀,凹凸銑刀,機用絲錐,圓柱形銑刀,三麵刃銑刀,整體合金系列,各類成型銑刀等及各種非標刀具。公司秉承“顧客至上,銳意進取”的經營理念,堅持“客戶第一”的原則為廣大客戶提供優質的服務,歡迎惠顧!
產 品:單角銑刀,雙角銑刀,角度銑刀,凹凸半圓銑刀,圓柱形銑刀,三麵刃銑刀
尺寸規格:詳見規格表
齒 型:粗齒,中 齒,細齒
齒 形:尖齒,圓弧齒
開齒方式:銑齒,磨齒,全磨齒
表麵塗層:本色,各類塗層。
材 質: 鍛打高性能高速鋼 M42,W18Cr4V(W18),6542(M2),W9Mo3Cr4V(W9)等,
硬質合金(鎢鋼K10,K15)。
用 途:主要用於加工各種角度,有些規格可用於加工刀具的溝槽,金屬銑加工中當需要各種非平底的槽型時,就需各種異型齒的銑刀來成型銑削,這裡刀具齒型尺寸的正確是關鍵,所以一般都需要客戶來圖來樣才能定作。又為瞭避免成型磨削中的乾涉,所以齒數不能太密。各種刀具到底能做多少個齒,請客戶來圖的同時詢問。以下的剖視圖也可用簡圖代替。
1單角銑刀
用途:銑削角度槽,斜麵急螺旋鉤臺階麵。主要加工各種角度。
特點:切削刃為雙刃呈一定的角度分佈、齒數多,銑削平穩。
2、雙角銑刀
用途:是角度銑刀中的一種。
雙角銑刀又可以分對稱雙角銑刀和不對稱雙角銑刀。
特點:主要用於加工各種角度槽。
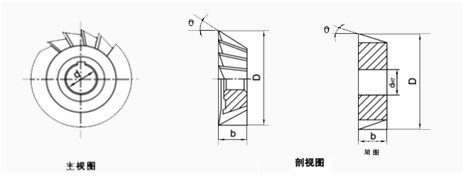
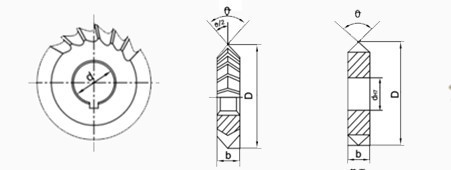
特別註意:接收非標定制,特種定制。圖片僅供參考。可根據客戶的需要定做所需外徑、內孔、厚度、齒數及外表的不同處理。由於單角銑刀的單角方向與齒的切削旋向有關,所以訂貨者應在上麵圖中標示清楚θ角的方向,然後將主視圖與剖視圖一並傳於我公司才能正確制作。
網上價格僅供參考, 價格隨原材料,成本,定購數量變化而變 化,如有意向,請直接 咨詢
單角銑刀
直徑D | 寬度L | 孔徑d | 角度θ | 齒數 | 鍵寬b | |
35 | 8 | 10 | 45°/50°/55°/60° | 18 | 3 | |
10 | 65°/70°/75°/80°/85°/90° | |||||
45 | 13 | 16 | 45°/50°/55°/60°65°/70°/75°/80°/85°/90° | 20 | 4 | |
60 | 6 | 22 | 18° | 6 | ||
7 | 22° | |||||
8 | 25° | |||||
9 | 30°/40° | |||||
16 | 45°/50°/55°/60°65°/70° | |||||
20 | 75°/80°/85°/90° | |||||
75 | 10 | 18° | 22 | |||
12 | 22° | |||||
13 | 25° | |||||
15 | 30°/40° | |||||
22 | 27 | 45°/50°/55°/60°65°/70° | 7 | |||
24 | 75°/80°/85°/90° | |||||
100 | 12 | 32 | 18° | 24 | 8 | |
14 | 22° | |||||
16 | 25° | |||||
18 | 30°/40° |
雙角銑刀
直徑D | 寬度L | 孔徑d | 角度θ | r | 鍵寬b | 齒 數 |
60 | 10 | 22 | 60° | 1 | 4 | 20 |
20 | 90° | |||||
63 | 5 | 22 | 18° | 6 | ||
6 | 22° | |||||
7 | 25° | |||||
8 | 30°/40° | |||||
10 | 45°/50° | |||||
14 | 60° | |||||
20 | 90° | |||||
75 | 8 | 27 | 18° | 1.5 | 7 | 22 |
10 | 22° | |||||
11 | 25° | |||||
12 | 30°/40°/50° | |||||
18 | 60° | |||||
22 | 90° | |||||
100 | 10 | 32 | 18° | 2 | 8 | 24 |
12 | 22° | |||||
13 | 25° | |||||
14 | 30°/40° | |||||
18 | 45° | |||||
25 | 60° | |||||
32 | 90° |
銑刀特點:
- 生產率高銑削時銑刀連續轉動,並且允許較高的銑削速度,因此具有較高的生產率
- 斷續切削銑削時每個刀齒都在斷續切削,尤其是端銑,銑削力波動大,故振動是不可避免的。當振動的頻率與機床的固有頻率相同或成倍數時,振動最為嚴重。另外,當高速銑削時刀齒還要經受周期性的冷、熱沖擊,容易出現裂紋和崩刃,使刀具耐用度下降。
- 多刀多刃切削 銑刀的刀齒多,切削刃的總長度大,有利於提高刀具耐用度和生產率,優點不少。但也存在下述兩個方麵的問題:一是刀齒容易出現徑向跳動,這將造成刀齒負荷不等,磨損不均勻,影響已加工表麵質量;二是刀齒的容屑空間必須足夠,否則會損壞刀齒。
- 銑削方式不同 根據不同的加工條件,為提高刀具耐用度和生產率,可選用不同的銑削方式,如逆銑、順銑或對稱銑、不對稱銑。
應用建議:
- 產品選用優質的HSS鋼原料,並采用高科技處理技術精制而成,切削麵無毛刺效果好、性能穩定、刀口鋒利耐磨損切削效果,可省二次加工。並具有耐磨、耐用、高效等特點能極大的提高用戶的切削效率
- 直接安裝到銑床上使用的,俗稱為單角雙角銑刀,這類銑刀其直徑一般不會太大
- 單角雙角銑刀大多是由W6Mo5Cr4V2或同等性能的高速鋼,硬質合金等材料制作。雖然硬質合金比高速鋼的硬度高,切削力強,可提高轉速和進給率,提高生產率。但是讓刀不明顯,雖然能加工不銹鋼/鈦合金等難加工材料,但是成本更高,而且在切削力快速交變的情況下容易斷刀。
- 汽車、摩托車、鋼管傢具、健力器材、自行車、童車、衛生潔具等行業,切割普通鋼管,不銹鋼管,銅、鋁管及其他材料理想的刀具。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。