.jpg)





註明:(供應各種優質數控刀片品牌及型號,如有疑問請與我聯系
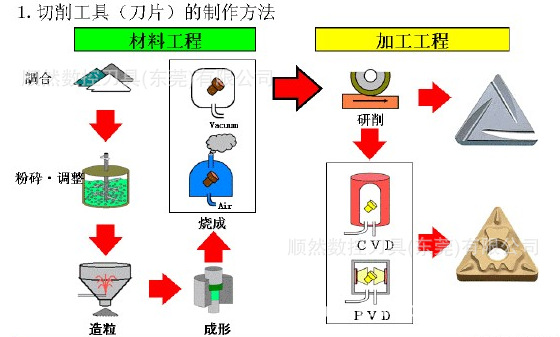
數控刀片:
數控刀片的種類:
螺紋加工工具,包括絲錐、板牙、自動開合螺紋切頭、螺紋車刀和螺紋銑刀等;
齒輪加工刀具,包括滾刀、插齒刀、剃齒刀、錐齒輪加工刀具等。
1、整體式:由整塊材料磨制而成,使用時可根據不同用途將切削部分 修磨成 所需要形狀。
2、鑲嵌式:它分為焊接式和機夾式。機夾式又根據刀體結構的不同。 可分為不轉 位和可轉位兩種
3、減震式:當刀具的工作臂長度與直徑比大於4時,為瞭減少刀具的 震動提高加工精度,所采用的一種特殊結構的刀具。主要用於鏜孔 。
4、 內冷式具的切削冷卻液通過機床主軸或刀盤傳遞到刀體內部由噴孔 噴射到 切削刃部位。
5、特殊型式:包括強力夾緊、可逆攻絲 、復合刀具等 。目前數控刀 具主要采 用機夾可轉位刀具。







一、數控加工常用刀具的種類及特點:
數控加工刀具必須適應數控機床高速、高效和自動化程度高的特點,一般應包括通用刀具、通用連接刀柄及少量專用刀柄。刀柄要聯接刀具並裝在機床動力頭上,因此已逐漸標準化和系列化。數控刀具的分類有多種方法。根據刀具結構可分為:①整體式;②鑲嵌式,采用焊接或機夾式連接,機夾式又可分為不轉位和可轉位兩種;③特殊型式,如復合式刀具,減震式刀具等。根據制造刀具所用的材料可分為:①高速鋼刀具;②硬質合金刀具;③金剛石刀具;④其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。從切削工藝上可分為:①車削刀具,分外圓、內孔、螺紋、切割刀具等多種;②鉆削刀具,包括鑽頭、鉸刀、絲錐等;③鏜削刀具;④銑削刀具等。為瞭適應數控機床對刀具耐用、穩定、易調、可換等的要求,近幾年機夾式可轉位刀具得到廣泛的應用,在數量上達到整個數控刀具的30%~40%,金屬切除量占總數的80%~90%。數控刀具與普通機床上所用的刀具相比,有許多不同的要求,主要有以下特點:⑴剛性好(尤其是粗加工刀具),精度高,抗振及熱變形小;⑵互換性好,便於快速換刀;⑶壽命高,切削性能穩定、可靠;⑷刀具的尺寸便於調整,以減少換刀調整時間;⑸刀具應能可靠地斷屑或卷屑,以利於切屑的排除;⑹系列化,標準化,以利於編程和刀具管理。
二、數控加工刀具的選擇:
刀具的選擇是在數控編程的人機交互狀態下進行的。應根據機床的加工能力、工件材料的性能、加工工序、切削用量以及其它相關因素正確選用刀具及刀柄。刀具選擇總的原則是:安裝調整方便,剛性好,耐用度和精度高。在滿足加工要求的前下,盡量選擇較短的刀柄,以提高刀具加工的剛性。選取刀具時,要使刀具的尺寸與被加工工件的表麵尺寸相適應。生產中,平麵零件周邊輪廓的加工,常采用立銑刀;銑削平麵時,應選硬質合金刀片銑刀;加工凸臺、凹槽時,選高速鋼立銑刀;加工毛坯表麵或粗加工孔時,可選取鑲硬質合金刀片的玉米銑刀;對一些立體型麵和變斜角輪廓外形的加工,常采用球頭銑刀、環形銑刀、錐形銑刀和盤形銑刀。在進行自由曲麵加工時,由於球頭刀具的端部切削速度為零,因此,為保證加工精度,切削行距一般取得很能密,故球頭常用於曲麵的精加工。而平頭刀具在表麵加工質量和切削效率方麵都優於球頭刀,因此,隻要在保證不過切的前提下,無論是曲麵的粗加工還是精加工,都應優先選擇平頭刀。另外,刀具的耐用度和精度與刀具價格關系極大,必須引起註意的是,在大多數情況下,選擇好的刀具雖然增加瞭刀具成本,但由此帶來的加工質量和加工效率的提高,則可以使整個加工成本大大降低。在加工中心上,各種刀具分別裝在刀庫上,按程序規定隨時進行選刀和換刀動作。因此必須采用標準刀柄,以便使鉆、鏜、擴、銑削等工序用的標準刀具,迅速、準確地裝到機床主軸或刀庫上去。編程人員應瞭解機床上所用刀柄的結構尺寸、調整方法以及調整范圍,以便在編程時確定刀具的徑向和軸向尺寸。目前我國的加工中心采用TSG工具系統,其刀柄有直柄(三種規格)和錐柄(四種規格)兩種,共包括16種不同用途的刀柄。
在經濟型數控加工中,由於刀具的刃磨、測量和更換多為人工手動進行,占用輔助時間較長,因此,必須合理安排刀具的排列順序。一般應遵循以下原則:①盡量減少刀具數量;②一把刀具裝夾後,應完成其所能進行的所有加工部位;③粗精加工的刀具應分開使用,即使是相同尺寸規格的刀具;④先銑後鉆;⑤先進行曲麵精加工,後進行二維輪廓精加工;⑥在可能的情況下,應盡可能利用數控機床的自動換刀功能,以提高生產效率等。

1.在對我司進行初步瞭解後,如果您決定與我司洽談業務,以下信息有助於您預先瞭解雙方合作的流程及內容。
2.我司的相關產品均可以依照客戶的要求進行定制,客戶可以采用我司現有的款式,也可以提供自己的樣品進行定制,可以按照客戶要求設計制作整體效果圖,以便參考。
3.待初步確定包裝樣式、尺寸、材質、價格等細節後,如客戶要求,我們可以在批量生產之前,預先提供實際樣品(註:我廠將根據實際情況收取一定數額的打樣費用。如果最終確認,打樣費用將會從合同款中扣除)
4.如無異議,雙方便可簽訂購貨合同,合同中將會詳細標註產品信息、交貨時間、驗收標準、結算方式等細節。
5.一般情況下,我司將會收取總貨款的30%--50%,作為預付金。剩餘部分客戶驗貨OK後,一次性付清再發貨。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



