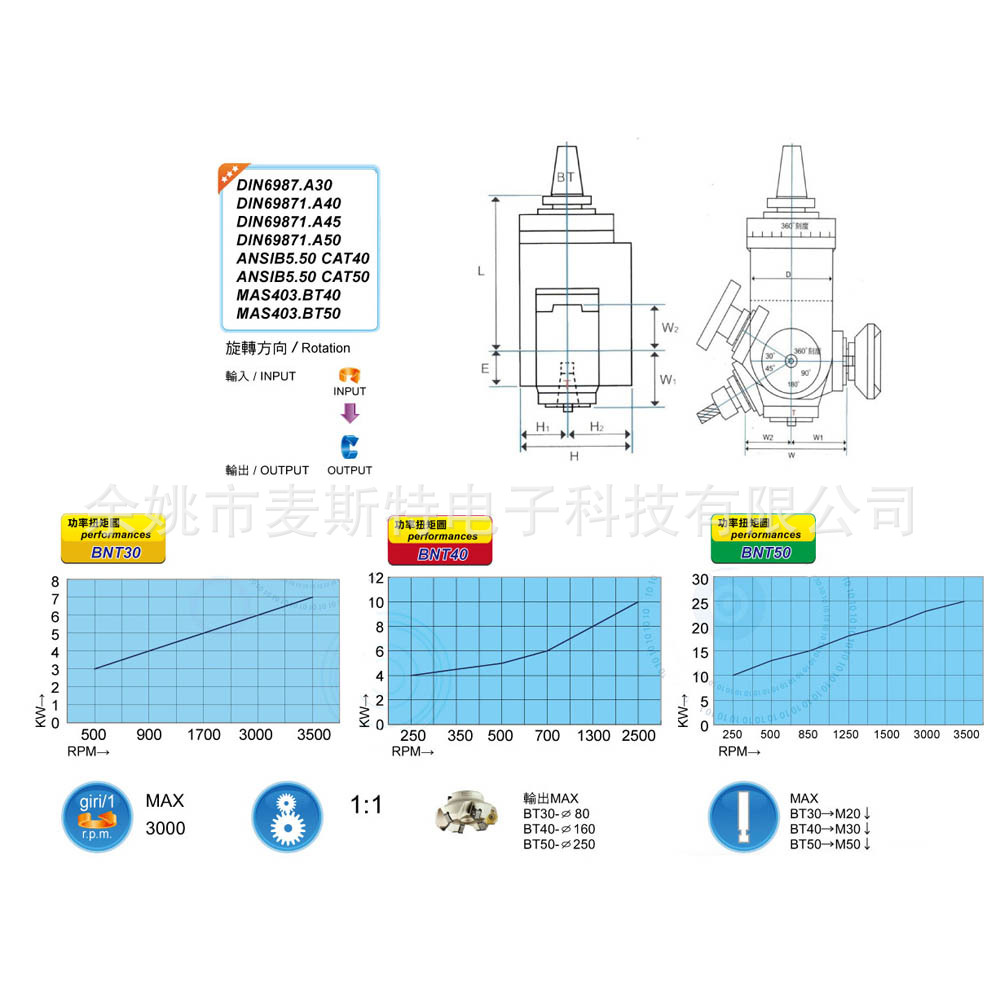
| 規格 | L | D | E | W | W1 | W2 | H | H1 | H2 | T | Weight/KG | 含法蘭 Weight/KG |
BT50 | 272AWF | 272 | 165 | 50 | 155 | 81 | 74 | 155 | 65 | 90 | BNT-30 | 25 | 30 |
BT40 | 221AWF | 221 | 135 | 50 | 155 | 81 | 74 | 155 | 65 | 90 | BNT-30 | 22 | 27 |
BT50 | 275AWF | 275 | 175/180 | 60 | 183 | 108 | 75 | 200 | 88 | 112 | BNT-40 | 50 | 75 |
BT50 | 370AWF | 370 | 250 | 100 | 284 | 164 | 120 | 310 | 140 | 170 | BNT-50 | 85 | 120 |
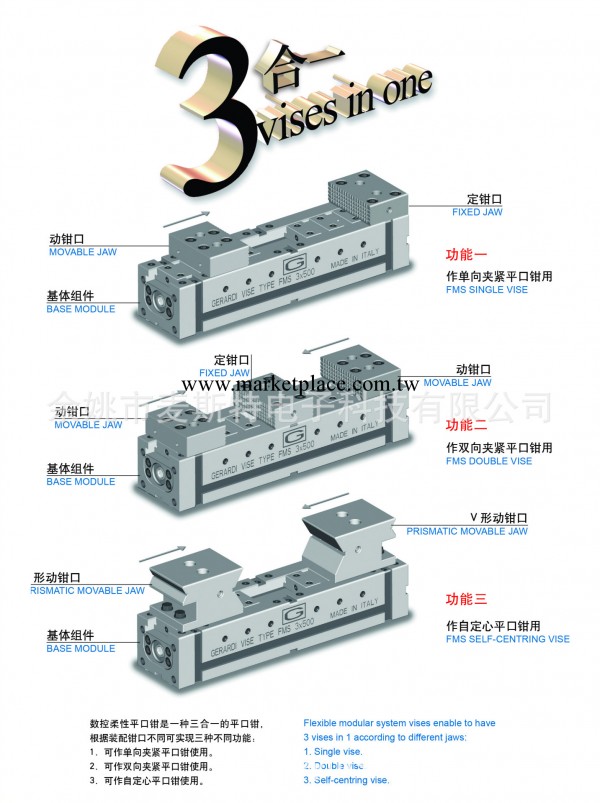
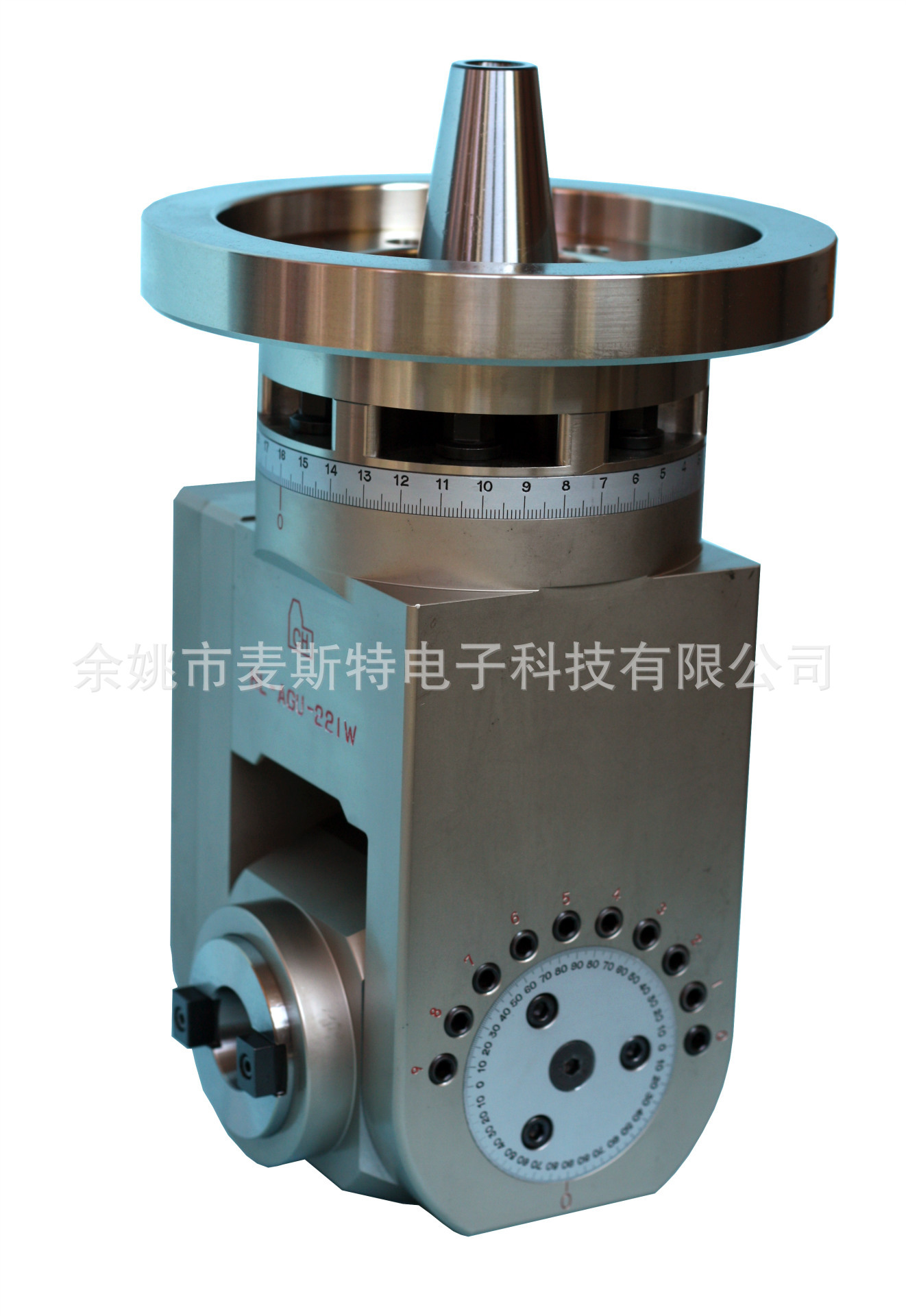
本體采用航鈦合金及sncm-8主軸,FCD45-50基座,使用精密研磨螺旋傘齒輪,轉速1:1,正轉則正轉
XY軸斜度無限長加工,3D平麵加工,定向、定度,銑削及一般臥銑及延長刀把使用,鉆孔、剛性攻牙
最高轉速3500rpm,扭力可達機床一半
臥銑頭裝置操作法
1.主軸MD1定位(機械機頭主軸)。
2.拆下刻度環(臥銑頭刻度環)及上基做。
3.接上主軸拉頭(NT不用)
4.調整我銑頭主軸卡溝位置上大概與機械主軸卡塊同向
5.將臥銑頭手動方式上主軸刀倉(須確實定位拉上)
6.利用2D碼表或2D感應針,探出主軸承蓋與臥銑頭旋轉平麵之高度,此高度作為臥銑頭 旋轉基座之厚度使用。
7.將臥銑頭旋轉基座,利用車床車至錢所探出之高度也就是厚度(基座本身)預先有預留一定的厚度;應因機械主軸伸出不一定相同,基座旋溝內預備有六隻螺母,加工前請預先用兩隻負螺絲固定六隻螺母前後兩隻,避免加工時發生危險,務必註意加工完後再將此負螺絲拆下。
8.將臥銑頭手動拆下後,裝上刻度環及選擇基座置上臥銑頭,並置入螺絲六支於基座旋溝內六隻螺母由臥銑頭盤下方,往上裝置勿鎖緊。
9.再將臥銑頭手動方式上機械主軸,並試臥銑頭是否可以旋轉。(基座本身要短小0.01m~0.015m否則不會旋轉,過松過緊都不可以,以後會傷損機械主軸之軸承及臥銑頭之軸承如過緊請再以每次0.02m之尺寸修除或利用平麵磨床加工更為佳,直到恰恰好才可以)
10.前九項完成後,先鎖上基座與主軸軸承蓋之螺絲,可以校正臥銑頭加工方向及固定旋轉盤下麵六隻螺絲鎖固(利用2D碼表校正)即可。
11.主軸定位,此時可以off(消除)
12.試轉臥銑頭主軸是否可以旋轉(手動)
13.前測試完後便可用低速檔測試轉速,測試後再以高速檔測試。
14.以上測試完,自行運作。
公司網址:www.yymst.com
www.2cftool.com
熱忱歡迎國內外客商蒞臨本公司參觀、指導,達成合作、共創美好明天!


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。