




本公司是專業生產彈波變位測試機和鼓紙F0測試機的廠傢,並且麵向廣大客戶提供優質的維修服務.
操作詳細說明
一、打開電腦,自動進入測試畫麵,如下圖:

二、填入測量參數,如下圖:
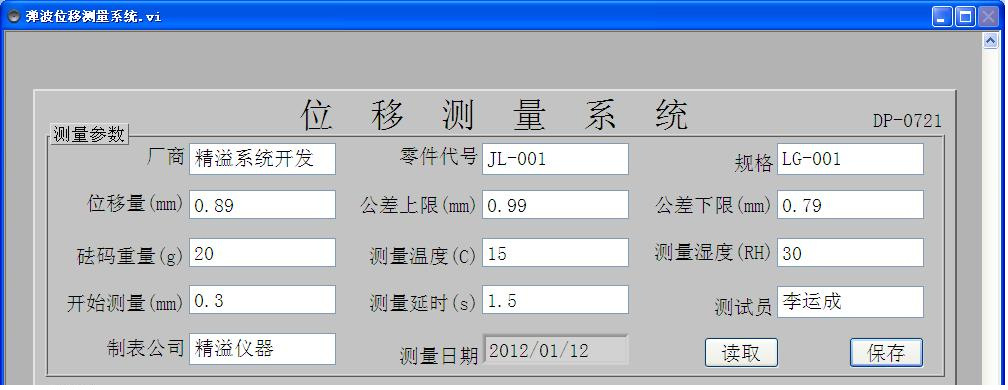
1,廠商欄請填入該款彈波的生產廠傢;
2,零件代號欄請填入該款彈波的生產批號;
3,規格欄請填入該款彈波的規格號;
4,位移量欄請填入該款彈波的位移中心值;
5,公差上下限欄請填入該款彈波的上下限值,比如該款彈波的要求是0.42MM±0.1MM的話,那麼上限欄就應填0.52MM,下限欄就應填0.32MM;
6,砝碼重量欄請填入該款彈波要求的砝碼重量;
7,測量溫度欄請填入測量時的環境溫度;
8,測量濕度欄請填入測量時的環境濕度;
9,開始測量欄系統統默認填入0.3MM,是指變位到0.3MM的時候開始計時,在規定的延遲時間時鎖定位移結果;
10,測量延遲欄請填入延遲時間,系統默認1.5秒,此時間可根據客戶要求填入,尤其是和客戶在做相關時延遲時間一定要統一,否則位移測量結果可能有偏差,強烈推薦變位在0.5MM以下使用1.5秒,0.5MM---0.8MM用3秒,0.8MM以上用5秒;
11,測試員欄請填入測量人員的姓名;
12,制表公司欄請填入測量公司的名稱;
13,測量日期欄系統自動填入,無需人為填寫;
三、開始測量,如下圖:
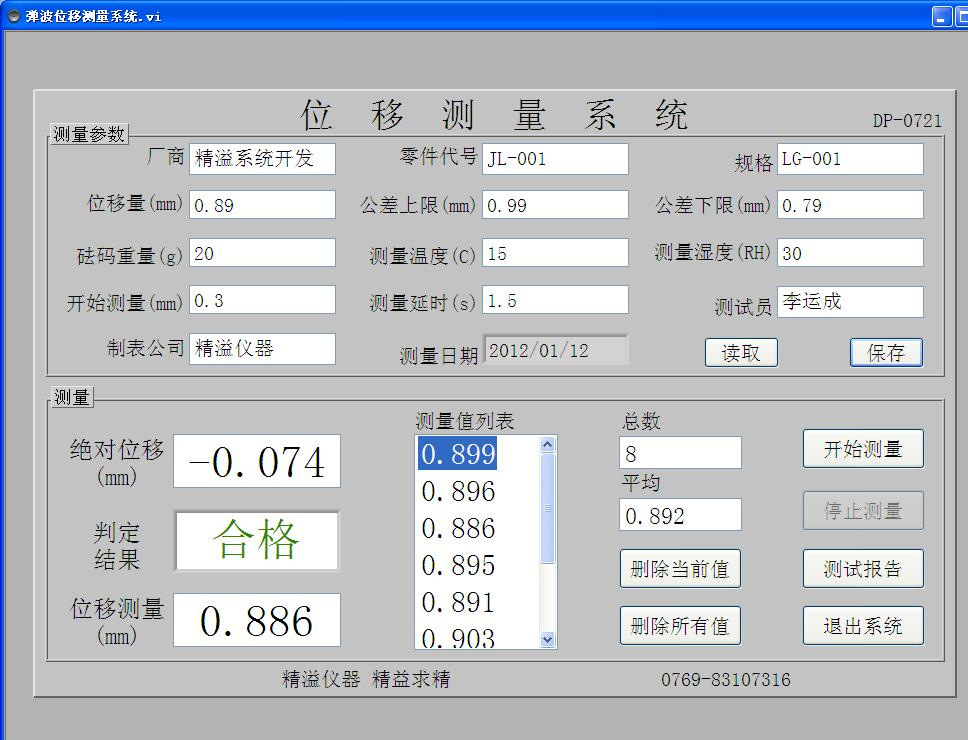
1,放上模具,彈波及感應片,絕對位移處開始顯示絕對距離值,即激光頭發射源到被測彈波中孔感應片底部的距離值;
2,調整絕對位置:轉動測試座左側的旋鈕,使絕對位移值處的數值在±1MM之間都可正確測量;
3,開始測量:單擊開始測量,輕放砝碼,在規定的時間內讀取位移測量值,並列在測量值列表內,同時總數和平均值自動由系統計算出來;
4,刪除最後值為刪除最後一次測量結果;
5,刪除所有值為刪除所有測量結果.
四,存儲文件:
1,當測出的數據需要保存時,請點擊存儲文件按鈕;彈出如下QC報表:
2,按打印按鈕可打印此報表;
3,按關閉按鈕時彈出保存對話框,對報表進行取名後保存;
4,保存文件的地址強烈建議不要保存在C盤,因為C盤是系統盤,如果數據保存在C盤,一旦系統損壞,保存的數據將會丟失.
五,中文打印:
1,點擊中文打印按鈕,會直接打印報表,此報表下部不帶曲線圖;
2,也可對此報表進行取名後保存,保存方法與存儲文件相同;
六,數據繪圖:
1,點擊數據繪圖按鈕,會彈出如下數據繪圖對話框:
2,按打印按鈕,可打印此繪圖;
3,按關閉按鈕,彈出保存對話框,可對此繪圖進行取名後保存;
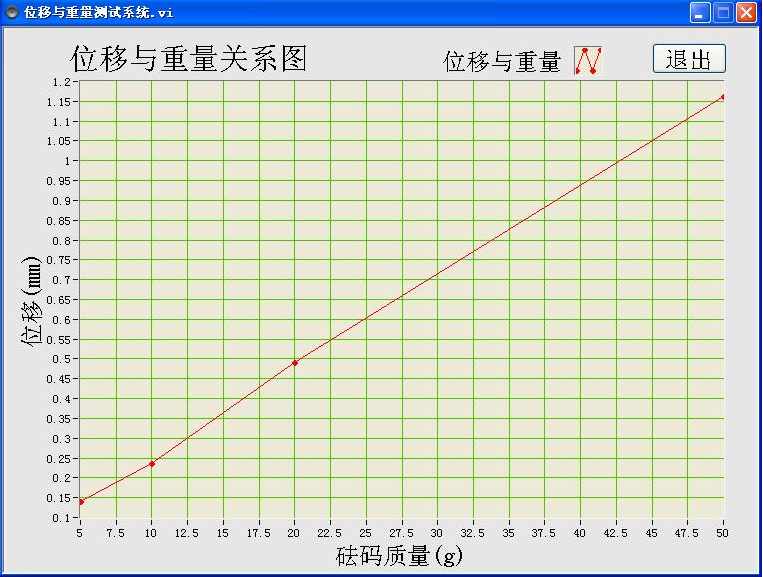
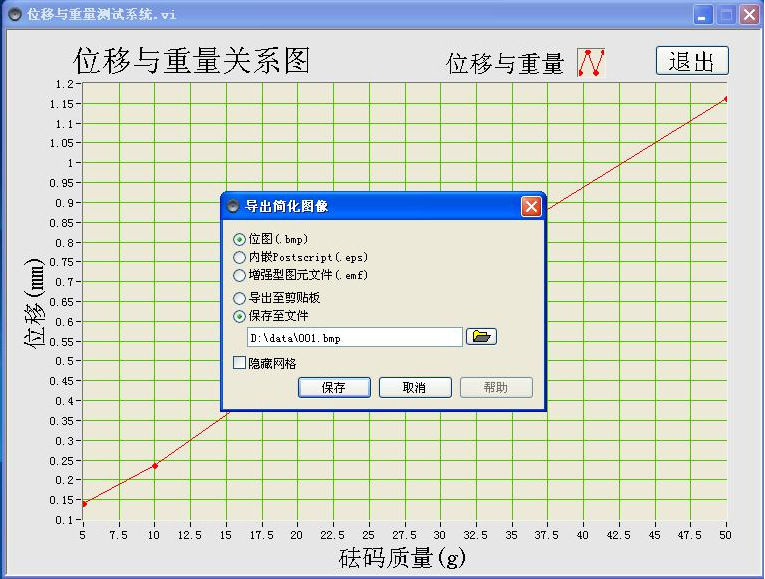
七,彈波位移與重量關系圖的測試,
1,在開始測量一欄輸入0.1,砝碼重量處分別輸入5g,10g,20g,30g,50g,100g,各測一次變位值,
2,點擊位移關系按鈕,彈出如下彈波位移與重量關系圖:
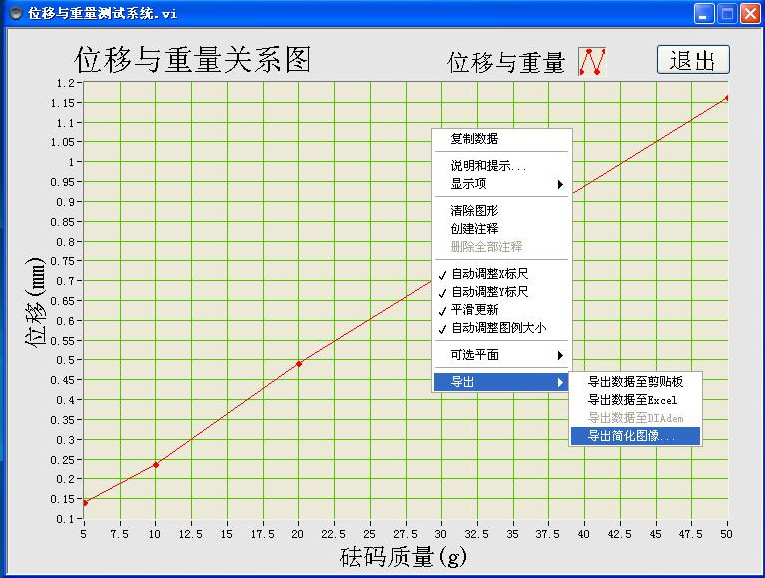
3,彈波位移與重量關系圖的保存:單擊鼠標右鍵,彈出如下導出簡化圖像,
技術性能與配置
型號 項目 | DP-0711激光彈波變位測試機 (數顯版) | DP-0721(DP-0721-N)激光彈波變位測試機 (電腦版) | DP-0731激光彈波變位測試機 (電腦版) |
測量精度 | ±0.01mm | ±0.010mm | ±0.03mm |
重復精度 | ±0.01mm | ±0.005mm | ±0.01mm |
分辨率 | 2µm | 2µm | 10µm |
測量彈波外徑 | 大小無限制 | 大小無限制 | 大小無限制 |
測量高度 | ±10mm | ±10mm | ±10mm |
QC報表輸出 | 無 | 有 | 有 |
曲線圖輸出 | 無 | 有 | 有 |
存取數據功能 | 無 | 有 | 有 |
電腦配置 | 無 | “P4”3G CPU,1G內存,160G硬盤,15寸液晶顯示器,鍵盤鼠標一套. | “賽揚”2.8G CPU,1G內存,80G硬盤,15寸液晶顯示器,鍵盤鼠標一套. |
操作說明書 | 一份 | 一份 | 一份 |
法碼 | 一套 | 一套 | 一套 |
感應片 | 一套 | 一套 | 一套 |
校正報告 | 一份 | 一份 | 一份 |
模具制作圖麵 | 一份 | 一份 | 一份 |
感應片制作圖麵 | 一份 | 一份 | 一份 |
隨機附送模具 | 一套 | 一套 | 一套 |
註:以上為標準配備,如有其它特別要求,可另行商討.
特別提示:DP-0711,DP-0721兩款彈波變位測試機器為目前市麵上精度最高的彈波變位測試機器.利用激光無接觸測量,從而保證瞭測量結果的精確性.為彈波業界的品質管理提供瞭有力的保障.


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



